

常规无损检测方法有有哪些和各种探伤原理及应用场合说明
电子说
描述
常规无损检测方法有:
1. 超声检测 Ultrasonic Testing(缩写 UT);
2. 射线检测 Radiographic Testing(缩写 RT);
3. 磁粉检测 Magnetic particle Testing(缩写 MT);
4. 渗透检验 Penetrant Testing (缩写 PT);
5. 涡流检测Eddy current Testing(缩写 ET);
1.超声波探伤ultrasonic inspection
利用材料及其缺陷的声学性能差异对超声波传播的影响来检验材料内部缺陷的无损检验方法。现在广泛采用的是观测声脉冲在材料中反射情况的超声脉冲反射法,此外还有观测穿过材料后的入射声波振幅变化的穿透法等。常用的频率在0.5~5MHz之间。
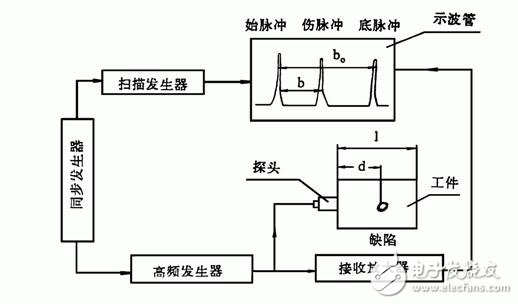
常用的检验仪器为A型显示脉冲反射式超声波探伤仪。根据仪器示波屏上反射信号的有无、反射信号和入射信号的时间间隔、反射信号的高度,可确定反射面的有无、其所在位置及相对大小。仪器的基本结构和原理见图1。
超声波在介质中传播时有多种波型,检验中最常用的为纵波、横波、表面波和板波。
用纵波可探测金属铸锭、坯料、中厚板、大型锻件和形状比较简单的制件中所存在的夹杂物、裂缝、缩管、白点、分层等缺陷;
用横波可探测管材中的周向和轴向裂缝、划伤、焊缝中的气孔、夹渣、裂缝、未焊透等缺陷;
用表面波可探测形状简单的制件上的表面缺陷;
用板波可探测薄板中的缺陷。
在A型探伤仪的基础上发展而成的B型、C型探伤仪,可得到不同方向反射面的信号,也可将B型、C型显示组合以得到材料的内部反射面的三维显示图。
上述各种探伤仪均利用脉冲电信号激励压电换能器发射超声波,但也可用涡流声换能器来检验导电材料。这种换能器的换能过程在被探伤件表面进行,无须与材料接触,也不需要耦合剂,就可检验表面粗糙和温度高至500℃以上的金属材料,在冶金工业中应用较多。
超声波在材料中传播,由于吸收和散射等,强度会衰减,因此测量在诸如真空自耗炉中熔炼的合金材料中的衰减,有可能无损地了解材料组织均匀性的情况。
脉冲反射式超声波法同其他无损检验方法相比主要优点是:
穿透能力强,探测深度可达数米
灵敏度高,可发现与直径约十分之几毫米的空气隙反射能力相当的反射体
在确定内部反射体的位向、大小、形状及性质等方面较为准确
仅须从一面接近被检验的物体
可立即提供缺陷检验结果
操作安全,设备轻便
主要缺点是:
要由有经验的人员谨慎操作
对粗糙、形状不规则、小、薄或非均质材料难以检查
对所发现缺陷作十分准确的定性、定量表征仍有困难
2.射线探伤方法Radiographic Testing
射线探伤是利用射线的穿透性和直线超声波探伤仪性来探伤的方法。这些射线虽然不会像可见光那样凭肉眼就能直接察知,但它可使照相底片感光,也可用特殊的接收器来接收。
常用于探伤的射线有x光和同位素发出的γ射线,分别称为x光探伤和γ射线探伤。当这些射线穿过(照射)物质时,该物质的密度越大,射线强度减弱得越多,即射线能穿透过该物质的强度就越小。此时,若用照相底片接收,则底片的感光量就小;若用仪器来接收,获得的信号就弱。因此,用射线来照射待探超声波探伤仪伤的零部件时,若其内部有气孔、夹渣等缺陷,射线穿过有缺陷的路径比没有缺陷的路径所透过的物质密度要小得多,其强度就减弱得少些,即透过的强度就大些,若用底片接收,则感光量就大些,就可以从底片上反映出缺陷垂直于射线方向的平面投影;若用其它接收器也同样可以用仪表来反映缺陷垂直于射线方向的平面投影和射线的透过量。
由此可见,一般情况下,射线探伤是不易发现裂纹的,或者说,射线探伤对裂纹是不敏感的。因此,射线探伤对气孔、夹渣、未焊透等体积型缺陷最敏感。即射线探伤适宜用于体积型缺陷探伤,而不适宜面积型缺陷探伤。
3.磁粉探伤(Magnetic particle Testing缩写 MT)
磁粉探伤是建立在漏磁原理基础上的一种磁力探伤方法。当磁力线穿过铁磁材料及其制品时,在其(磁性)不连续处将产生漏磁场,形成磁极。此时撒上干磁粉或浇上磁悬液,磁极就会吸附磁粉,产生用肉眼能直接观察的明显磁痕。因此,可借助于该磁痕来显示铁磁材料及其制品的缺陷情况。磁粉探伤法可探测露出表面,用肉眼或借助于放大镜也不能直接观察到的微小缺陷,也可探测未露出表面,而是埋藏在表面下几毫米的近表面缺陷。用这种方法虽然也能探查气孔、夹杂、未焊透等体积型缺陷,但对面积型缺陷更灵敏,更适于检查因淬火、轧制、锻造、铸造、焊接、电镀、磨削、疲劳等引起的裂纹。
磁力探伤仪中对缺陷的显示方法有多种,有用磁粉显示的,也有不用磁粉显示的。用磁粉显示的称为磁粉探伤,因它显示直观、操作简单、人们乐于使用,故它是最常用的方法之一。不用磁粉显示的,习惯上称为漏磁探伤,它常借助于感应线圈、磁敏管、霍尔元件等来反映缺陷,它比磁粉探伤更卫生,但不如前者直观。由于目前磁力探伤主要用磁粉来显示缺陷,因此,人们有时把磁粉探伤直接称为磁力探伤,其设备称为磁力探伤设备。
4.渗透检验 Penetrant Testing
该方法在一种材料表面使用一种液体并在工件表面持续保留一段时间,该液体可为有色液体,在正常光照条件下很容易用肉眼看到,在特殊光照条件下方为黄/绿荧光色液体。
染色液体由于“毛细现象”进入材料表面开口的不连续部位。毛细作用发生在从染料的施加,直到表面多余的渗透剂被去除,以及染料留在不连续部位的过程中。一种叫做显像剂的材料施加到被检材料表面,被保留在不连续部位的染料被吸到被检材料的表面并形成显示。这些显示将由有资质的人员进行说明。
这种渗透检测方法适用于大部分的非多孔材料的检测。
5.涡流检测Eddy current Testing
涡流检测是建立在电磁感应原理基础之上的一种无损检测方法,它适用于导电材料,如果我们把一块导体置于交变磁场之中,在导体中就有感应电流存在,即产生涡流,由于导体自身各种因素(如电导率、磁导率、形状、尺寸和缺陷等)的变化会导致感应电流的变化,利用这种现象而判知导体性质、状态的检测方法,叫做涡流检测方法。
在涡流探伤中,是靠检测线圈来建立交变磁场;把能量传递给被检导体;同时又通过涡流所建立的交变磁场来获得被检测导体中的质量信息。所以说,检测线圈是一种换能器。检测线圈的形状、尺寸和技术参数对于最终检测是至关重要的。在涡流探伤中,往往是根据被检测的形状,尺寸、材质和质量要求(检测标准)等来选定检测线圈的种类。常用的检测线圈有三类:
1. 穿过式线圈; 穿过式线圈是将被检测试样放在线圈内进行检测的线圈,适用于管、棒、线材的探伤。由于线圈产生的磁场首先作用在试样外壁,因此检出外壁缺陷的效果较好,内壁缺陷的检测是利用的渗透来进行的。一般来说,内壁缺陷检测灵敏度比外壁低。厚壁管材的缺陷是不能使用外穿式线圈来检测来的。
2. 内插式线圈; 内插式线圈是放在管子内部进行检测的线圈,专用来检查厚壁或钻孔内壁的缺陷,也用来检查成套设备中管子的质量,如热交换器管的在役检验。
3. 探头式线圈; 探头式线圈是放置在试样表面上进行检测的线圈,它不仅适用于形状简单的板材、板坯、方坯、圆坯、棒材及大直径管材的表面扫描探伤,也适用于形状较复杂的机械零件的检查。与穿过式线圈相比,由于探头式线圈的体积小、场作用范围小,所以适于检出尺寸较小的表面缺陷。
-
无损检测的方法有哪些?其原理分别是什么?2024-05-24 1463
-
声发射检测作为无损检测的优点2016-12-17 0
-
用于超声无损检测的四通道超声探伤卡的硬件设计方法2021-03-03 0
-
超声探伤在身管检测中的应用2009-07-06 625
-
超声波探伤在无损检测焊接质量中的作用2010-02-01 596
-
常用几种无损探伤仪检测方法介绍2017-02-07 784
-
超声波无损探伤系统设计方案2017-12-28 22112
-
超声波探伤的应用_超声检测方法有哪些2019-08-08 3328
-
涡流探伤的检测方法2019-08-08 4415
-
如何选择适用于不同行业的X-ray无损探伤设备?2023-07-24 767
-
无损检测有哪几种,分别适用于什么场合2024-05-24 1608
-
什么是无损检测,及无损检测的方法和意义2024-05-24 2297
-
常用的无损检测方法有哪些?有何优缺点2024-05-24 1301
-
探伤和无损检测的区别在哪2024-05-24 3014
-
常用的无损检测方法有哪些?主要应用如何?2024-05-24 3003
全部0条评论

快来发表一下你的评论吧 !
