

燃气电烙铁的工作原理_燃气电烙铁的使用方法与注意事项
焊接与组装
描述
燃气电烙铁的工作原理
用液化丁烷产生的丁烷气从储气罐高速喷出,点火后产生的火焰来加热。但并不是直接来加热烙铁头(热效率低),而是用火焰加热多孔陶瓷基体触媒、加热至红色时、将辐射大量红外线来加热烙铁头(专利技术)。热效率高,火焰温度高达1300℃、通过调节火焰的大小来控制温度、使温度在200°~500℃之间(原理图如图1所示)。

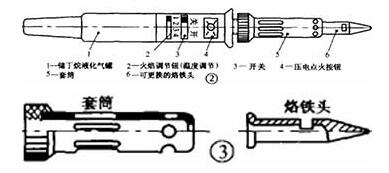
由图2知、它由储丁烷液化气罐1、火焰调节钮2、开关3、压电点火按钮4、套筒5及烙铁头6组成。烙铁头有多种尺寸、形状各异,视需更换。套筒及烙铁头如图3所示。
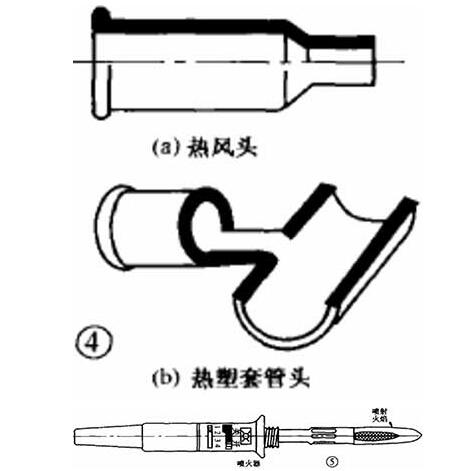
如果要用热风来熔接热塑性塑料,可将烙铁头换成热风头即可(图4-a)如果要热缩套管、则在烙铁头上套上热塑套管头即可(图4-b);如果要用作喷火器,只要将套筒及烙铁头去掉即可,如图5所示。
为满足各种不同焊接及熔接塑料的需要,附件中有多种规格的烙铁头及热风头供选用(见附表)。

燃气电烙铁的使用方法与注意事项
使用方法
使用时,先往右旋转方向,打开气源开关,此时可听到气体流动的声音和闻到一点气体的味道。这时可以用打火器对准烙铁头的开口部分引火,然后注意观察,应该很快烙铁头的开口部分里面变成红色。即可使用,烙铁气门调节气门大小控制烙铁头的温度。
调节温度时,也可通过观察烙铁头的开口出的亮度来判断温度高低。关闭时气门有一定延迟,火焰不会立即熄灭。还有注意不要一下调的太大,否则会很危险。烙铁底部有一个小孔为加气处,使用时与我们打火机加气一样。
注意事项
烙铁头由纯铜作基体、经镀铁、镀铬及镀锡多层镀层加工而成的长寿烙铁头、切不可用锉刀打磨或改变其形状。附件中有多种型号的烙铁头,购买时应视需选择因储气罐容积有限,所以焊接前应将准备工作做好,然后再点燃烙铁,不能,也不可能长时点燃不用;焊接中不能使用腐蚀性焊剂。
加热后的烙铁,不能直接放在桌子上,塑料制品等物体上,以避免烫伤物体,注意不要用手触摸以免发生危险,如果有小孩在附近,应更加注意,使用完毕后,待冷却后收藏。
-
恒温电烙铁及焊接知识2010-12-27 0
-
恒温电烙铁使用和注意事项2012-11-19 0
-
电烙铁的工作原理,电烙铁如何选用?2021-03-16 0
-
恒温电烙铁的工作原理及制作方法2009-12-27 9694
-
电烙铁的使用方法2010-02-27 22740
-
电烙铁的使用方法_烙铁使用教程_烙铁焊接技巧2017-08-16 205325
-
用usb自制简易电烙铁详细步骤介绍2018-01-29 64393
-
什么是白光电烙铁_白光电烙铁控制威廉希尔官方网站 工作原理2018-02-05 40971
-
电烙铁30w和60w的区别介绍2018-02-05 103636
-
电烙铁的使用方法视频2018-08-28 170929
-
电烙铁的使用注意事项2019-03-12 36972
-
电烙铁使用注意事项2019-11-09 16761
-
电烙铁的使用及注意事项2020-02-12 23484
-
燃气电烙铁的原理、使用方法和注意事项2020-05-09 9053
-
电烙铁的工作原理和注意事项2024-01-25 4423
全部0条评论

快来发表一下你的评论吧 !
