

KUKA机器人的涂胶控制
描述
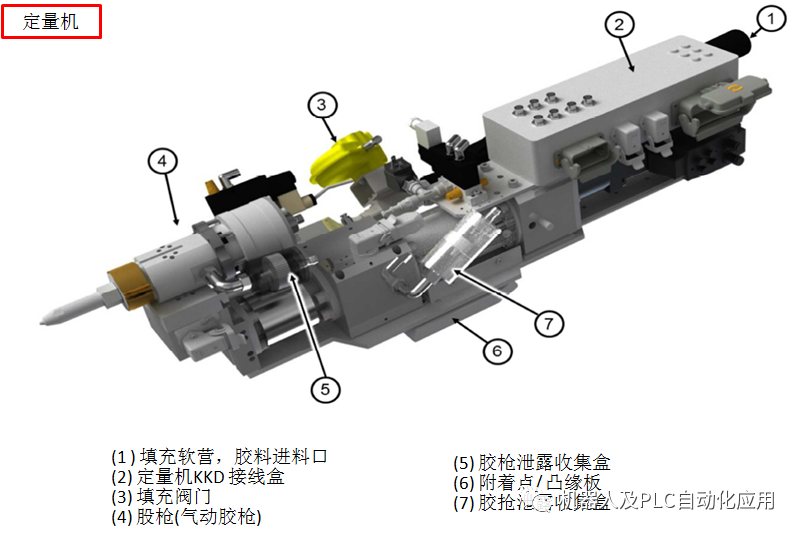
气动胶枪:

定量机以一定的速度运行形成喷胶压力。
1.涂胶设备定量机电机采用增量式电机,每次断电后都要自动进行零点校正,也就是找到它上行程开光。
2.定量机在校正前要确认胶枪处于关闭状态,比如DURR会检测胶枪的开口行程。
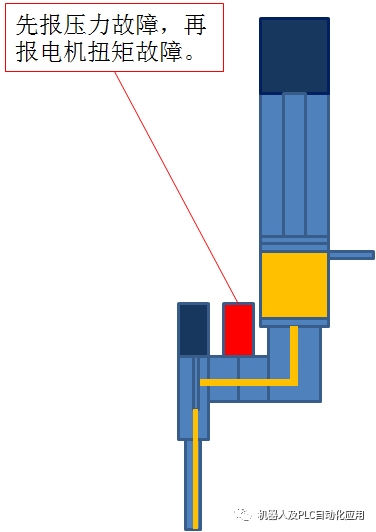
3.定量机的压力传感器压力的检测范围会小于定量机电机扭矩检测值。
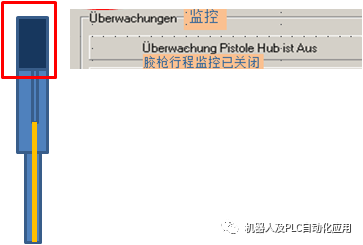
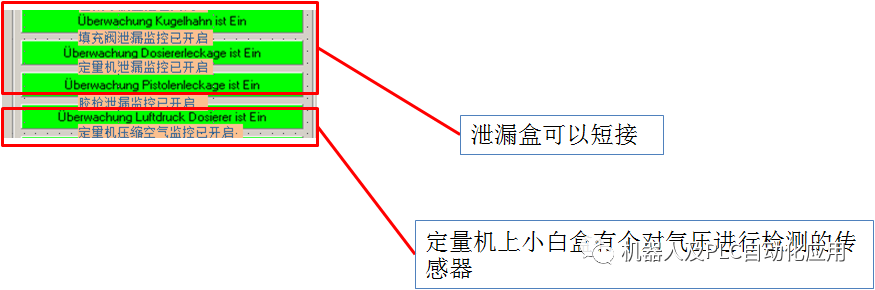
胶枪的行程监控:
喷射螺纹涂胶设备


定量机的压力开关与电机的力矩监控的顺序.
短珠电胶枪

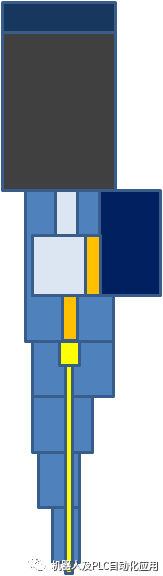

电机胶枪之所以需要校正工具是因为,电机转子的转头需要有一个和胶枪嘴的正确安装位置,所以需要校正工具来清零,清零时电机不能得电旋转,清零后再校正电机。
常见故障1: 预压无法建立
预压的建立:
1.建立预压用于在开始涂胶前的准备,只有建立预压后才能开始涂胶.
2.建立预压时胶枪嘴要处于关闭状态.
产生故障的原因:
1.胶枪嘴关闭不严,有漏胶现象.(胶枪故障)
2.定量机有漏胶,在建立预压时,胶从漏胶点漏出.
3.定量机电机损坏,无法建立压力,只能填胶,不能清胶和 涂胶.
•Fehler max. ZeitbisVordruck OK erreicht 实现预压的最大时间错误
1.检查机器人是否给冲洗信号
2.检查程序窗口平均压力是否为0,如果为0,可随意赋一个不为20到100的值。
3.检查胶枪是否损坏,或更换备件测试
4.检查定量机电机是否损坏,或更换备件测试
-----------------------------------
•FehlerDosiererFüllzeit 定量机填充时间过长错误---------- 进胶缓慢
1.检查胶泵气压是否足够,可以适当提高,但不可以超过4.5bar。(胶泵压力)
2.也可尝试将胶水加热温度适当提高。如均无效果,查看胶管或者阀是否堵塞。温度低进胶缓慢, 胶管堵,过滤网堵,填充阀堵
3.也可临时将填充时间监控值(参数窗口--定量机窗口里面)改大,消除报错后等待停产再详查。

定量机缺少 6bar 压缩空气
1.检查定量机一侧供气是否低于5bar,如低于5bar,则需加大气压。
2.如无法立马加大气压,可在参数窗口--配置窗口,关闭定量机压缩气监控。
超过峰值压力:
该错误将在胶枪嘴离工件太近时出现,可在程序窗口将峰值压力监控值改到150,或者更大。
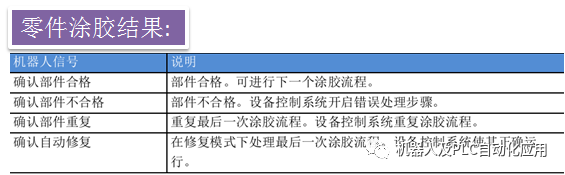
机器人控制部分:
| Kleben 1 | Makro 180 - 189 | 涂胶宏程序180-189 |
| 180 | KL1 Start | 涂胶指令 开始 |
| 181 | KL1 Ende / Auswertung | 涂胶指令 结束 |
| 182 | KL1 Spuelen Start | 涂胶清洗开始 |
| 183 | KL1 Spuelen Ende | 涂胶清洗结束 |
| 184 | BT Zeigen / Fehlerauswertung | 涂胶工件展示 |
| 185 | KL1 Spueleimer in Ruhestellung schwenken | 在摆臂原位位置清洗 |
| 186 | KL1 Spueleimer in Arbeitsstellung schwenken | 在摆臂工作位置清洗 |
| 187 | KL1 Spueleimer Position erreicht | 清洗位置到达 |
| 188 | KL1 2K Start | 2K 开始 |
| 189 | KL1 Prozesskontrolle | 过程控制 |
常用IO信号:
E1527 准备就绪
A1529机器人开始控制涂胶设备-启动程序
A1530 机器人模拟运行(不带工具)
E1532 定量机1已加注 A1532更换定量机
E1533 定量机2已加注 A1533触发预压
E1534 清胶请求 A 1534 清胶许可
E1535 清胶正在运行 A1535 冲洗
E1536 清胶已经结束
A1544 胶枪打开
E1545系统为开启状态 A1545系统部件启动
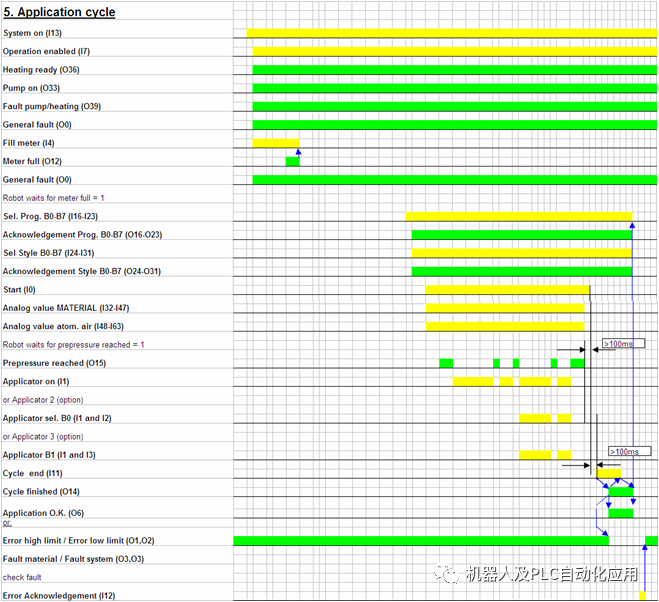
涂胶控制信号时序
涂胶得模拟量控制:
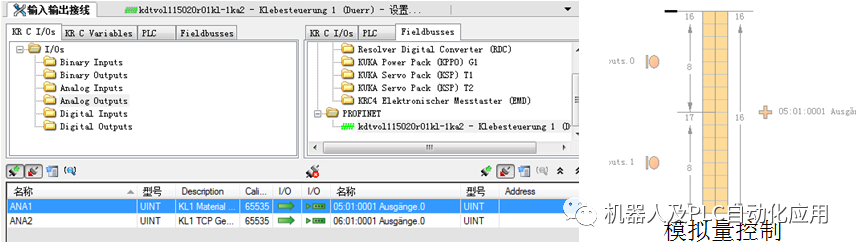
ana1 ( EIN ) =VPROP: 312 [mm/Sek] OFFS:0[mV] -胶量控制
ana2 ( EIN ) =VPROP: 500 [mm/Sek] OFFS:0[mV] -喷气量的控制
bin10 ( EIN ) -涂胶的程序号
bin11 ( EIN ) -涂胶程序号里的段号
F523:用于带摆臂胶桶控制阀带先导阀
F524: 用于带摆臂胶桶控制阀不带先导阀
"胶枪开"始要在机器人的直线轨迹上

-
KUKA重型机器人2015-02-03 0
-
求KUKA机器人控制柜三维模型2016-04-18 0
-
工业机器人的末端关节旋转该精确控制?2018-11-01 0
-
KUKA机器人问题解答2019-07-15 0
-
KUKA库卡机器人伺服驱动器相关型号举例2020-09-08 0
-
KUKA焊接机器人伺服电机常见故障及维修处理2020-09-26 0
-
工业机器人组成结构相关资料分享2021-07-05 0
-
库卡机器人MGV电源模块维修2021-09-08 0
-
机器人系统与控制需求简介2021-09-08 0
-
KUKA机器人伺服驱动模块维修2021-09-17 0
-
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?2023-10-21 0
-
KUKA机器人相关分类及型号一览2017-09-29 1339
-
KUKA机器人对于涂胶设备的清胶控制2020-06-11 2935
-
KUKA KRC5微型小型机器人控制器介绍2020-08-10 4978
-
KUKA机器人固定焊钳的铣削控制2023-04-13 853
全部0条评论

快来发表一下你的评论吧 !
