

基于TCD142D线阵CCD器件实现双路CCD线纹监控系统的设计
描述
在工业生产和科学实验中,常常会遇到尺寸在一毫米以内的狭缝或细丝直径的测量或定位问题。传统的测量方法是使用精密的量具进行测量,这些测量或定位方法速度慢、误差大,应用范围受到限制。采用CCD成像方法定位或测量细丝直径具有测量精度高、速度快、使用方便、易与计算机相连从而实现自动化监控等优点。
双路CCD高精度线纹位置实时监控系统是西安应用光学研究所六室研制的非接触线纹在线定位测量仪器,能够完成大迭纸钞裁切之前的精确定位,配置一定的裁切工具,可实现纸钞的自动切割。仪器可安装在裁切机处,在下刀之前对大张钞票的定位线的位置进行精确、实时、非接触测量,并实时显示测试的位置偏差结果;同时可将“正确”与“错误”的状态信息传送到上端PLC控制器,从而进行正确的操作。该系统具有方便的零位修正和绝对尺寸定标功能,并具有修正量值保存和系统自检保护等功能,可广泛应用于造纸厂、印钞厂、布匹厂等需精度定位的场合,亦可应用于细丝直径、线纹量具的在线测量等领域。
1 工作原理
双路CCD高精度线纹测量实时监控系统主要由双路CCD摄像头及光源和威廉希尔官方网站 箱等几部分组成,系统的功能模块框图如图1所示。
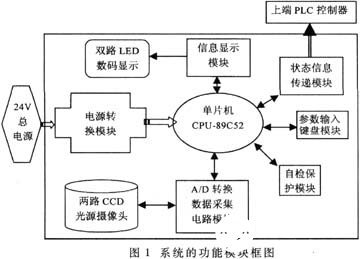
系统采用日本东芝公司的TCD142D(2048位)线阵CCD器件作为探测元件。光源均匀地照射在被测纸张的定位线处,定位线经光学系统按一定倍率成像在CCD器件的光敏面上,入射光子被排列成一排的光敏单元吸收,同时产生一定数量的光生电荷,在光积分期间,这些光生电荷被存储在彼此隔离的相应像元的势阱中。在电荷转移期间,各个像元中的光生电荷按奇偶数分配,同时转移到设置在像元上下两侧的移位寄存器中,然后在传输脉冲的控制下,依次转移到输出端,因而在光敏面上形成了线纹的影像,实现了对被测目标的一维扫描和信号读出。CCD输出信号大小与照射光强成正比,影像部分像元输出信号电压幅度较小,非影像部分像元输出电压幅度较大,因此线纹在CCD输出信号中形成了一个楔形的凹陷波形,只要统计出楔形在整个CCD输出信号波形中所占的单元数及其相对位置,就可得出纸张的位置是否发生了移动及其相对位移量。如在误差范围之内则通知上位机可以控制切刀下刀,否则通知上位机不能下刀并显示误差,由工作人员进行调整直至使纸张位置正确。整个过程中系统实时测量并显示误差,正确后显示“0000”,工作人员按确认键后系统会立即通知上位机可以下刀。系统各模块的参数如表1所示。
表1 系统模块参数表
2 硬件设计
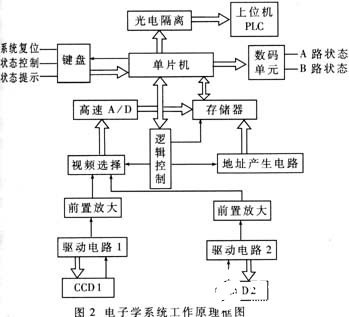
电子学系统主要由CCD驱动威廉希尔官方网站 、高速A/D转换威廉希尔官方网站 、快速存储威廉希尔官方网站 、89C52单片机系统、键盘输入威廉希尔官方网站 、数码显示威廉希尔官方网站 和电源威廉希尔官方网站 等部分组成。其功能框图如图2所示。
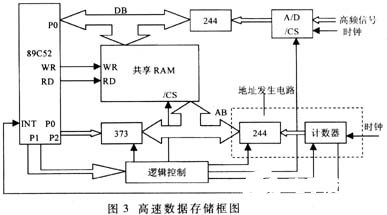
在各部分威廉希尔官方网站 中,最重要的是数据的快速存储威廉希尔官方网站 ,如图3所示。显然,对线纹的定位即对纸张的定位已变为求线纹影像部分占多少个有效的RAM单元及这些单元在RAM中的起始地址和结束地址的问题。
3 软件设计
双路CCD高精度线纹测量实时监控系统的软件流程如图4所示。

由于系统用于在线测量,探测装置安装于切裁器械上,每次下刀时都有一定的震动,机械结构的加工装配难免存在一定的误差,照明光源的不完全均匀,都可影响系统的测量精度。为保证系统的精确稳定、使用方便,在软件上采取了如下主要措施:
(1)系统定标
当系统的工作距离确定之后,为了用目标像所占的像元数N确定目标的实际尺寸,需在正式测量之前对系统进行定标。定标的方法应为:先将一已知尺寸的标准模块置于被测目标位置,然后通过读出数字量确定该模块的像所占CCD像元数,由此可得到目标在系统CCD成像的一个比例系数K。
通常把K值存入计算机中,在对目标进行连续测量时,可随时通过软件计算出目标的实际尺寸。此种方法简单明了,但由于其中未考虑系统误差的影响,因此测量精度不高。为了在实测值中去除系统误差,可采用二次标定法来确定系统中的比例系数K。
若设系统误差为b,则被测物体的实际尺寸X与其相应成像像元数Y之间有:X=KY+b,因此可采取两次标定以确定K和b值。
采取以上的二次标定法测得K和b值后,即可清除系统误差对测量精度的影响。应当注意的是,以上两种标定法只考虑了系统在相对静态测量时的标定。对于动态在线测量,还应根据实际情况采取计算机矫正法来提高测量精度。
(2)有效的边沿提取
要确定纹线影像范围,就要确定一个阈值,此阈值是线纹在CCD上所成影像的输出信号最大值与最小值的平均值。从RAM中读取出的数据值在阈值之下的,该数据所在单元计入线纹范围之内,否则不计入。显然此值随照明光线的强弱变化而变化,不是一个定值。不采用固定的阈值,而是每次采样都统计出一个随照射光强和外部环境影响变化的阈值作为影像边沿的起始点和结束点,这样可以有效地将影像范围确定,避免因光强变化引起的误差。
(3)毛刺噪声的剔除
理想情况下,由A/D转换的模拟信号应只有线纹处的电平较低,其他部分较高,且上升、下降沿很陡。由于CCD探测元件和A/D转换器的灵敏度和精度都很高,因此很容易将视频信号中掺杂的噪声也一起转换出来,如图5所示。
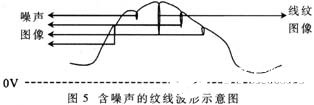
除了硬件中采取抗干扰措施外,还有必要利用软件进行毛刺噪声的剔除。因为有用信号所造成的图像楔形部分一定比干扰信号造成的楔形图像幅度差大得多,因此采取的办法是将整个波形中各个毛刺的最大幅度与最小幅度之差进行比较,其中最大的一个,就是我们所要寻找的线纹。 整个系统的位置测量精度达±9μm,测量范围在相对零位时为±5mm,采样速率CCD帧频可达100Hz,即204.8kHz的采样率。整个程序包括系统自检、数据采样、处理,耗时约350ms,可完成零位校准、尺寸定标、误差限值的自动保存等多项校准功能。
责任编辑:gt
-
线阵CCD数据采集及LCD显示2009-01-11 506
-
高速高精度线阵CCD-TCD141C2009-04-24 1173
-
基于线阵CCD的精密测角系统2010-02-24 598
-
基于CPLD的线阵CCD驱动的实现2010-07-15 1439
-
通用线阵CCD采集系统设计2010-03-13 2386
-
基于线阵CCD的图像和位置传感系统2010-04-13 1198
-
TCD142D构成线阵CCD驱动威廉希尔官方网站2011-10-28 4635
-
CPLD实现线阵CCD驱动威廉希尔官方网站2011-11-03 1007
-
线阵CCD驱动时序及模拟信号处理的设计2011-11-07 1142
-
基于ATMega16L单片机的TCD1208AP线阵CCD接口设计2013-03-06 2831
-
CCD器件及其驱动威廉希尔官方网站 的工作原理及测量系统的组成和参数设定的方法2019-11-21 1722
-
如何使用线阵CCD实现图像采集详细论文说明2019-11-28 1489
-
基于TCD142D线阵CCD和时序发生器实现CCD数据采集威廉希尔官方网站 的设计2020-08-21 4696
-
基于CPLD工作模式可调的线阵CCD驱动威廉希尔官方网站 的设计讲解2021-03-01 957
全部0条评论

快来发表一下你的评论吧 !
