

钢板表面与背部缺陷多频平衡电磁检测方案
今日头条
描述
为了研究钢板表面与背部缺陷多频平衡电磁检测相关问题,验证多频平衡电磁方法对管道内外缺陷的检测效果,研究功率放大器在弱信号中的应用,特进行以下实验验证。
实验名称:钢板表面与背部缺陷多频平衡电磁检测
研究方向:自动化及检测技术
实验内容:根据电磁平衡技术的电磁场传播特点,分析了钢板内外缺陷的检测原理。采用有限元方法,研究了激励频率对内外缺陷响应信号的影响,优化得到20 Hz和400 Hz的最佳频率组合,并对预制内外缺陷和裂纹的钢板进行了实验验证。
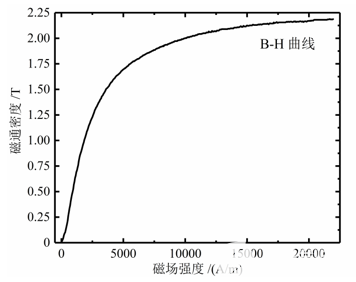
测试目的:根据趋肤效应公式可知,电磁场的穿透深度与被测钢板的电/磁导率与激励频率成反比。当激励频率较低时,电磁回路受趋肤效应影响较小,钢板内磁场分布均匀,利于检测钢板的外表面缺陷,但信号易受周围电磁噪声干扰;当激励频率较高时,磁场受趋肤效应限制,被束缚在钢板表面,钢板趋肤层达到局部磁饱和,这可增强钢板内表面缺陷检测的灵敏度,但无法有效检测钢板外表面缺陷。多频平衡电磁技术同时兼顾了高/低频激励的优点,可同时提高外表面缺陷的检测能力与内表面缺陷检测的灵敏度。
测试设备: Aigtek功率放大器、函数发生器、多功能滤波器、高精度示波器、待测管道
放大器型号: Aigtek Corporation ATA-3080
实验过程:
实验平台

试件电磁属性测试曲线
检测探头

实验中,函数发生器(Tektronix Corporation AFG31000)产生幅值1 V的正弦信号,电压信号通过恒压功率放大器(Aigtek Corporation ATA-3080)进行功率放大后,接入探头的激励线圈进行激励电流加载;探头检测线圈的感应信号通过多功能滤波器(NF Corporation 3611)进行信号处理与调节,再接入高精度示波器(Tektronix Corporation MSO508)根据需要进行相应的处理。该示波器可实现检测信号特征量的提取和分析,并可进行实时波形显示与数据存储。
测试结果:
内缺陷测试结果

外缺陷测试结果

外缺陷单频-多频平衡电磁测试对比

管道内外表面缺陷加工示意图
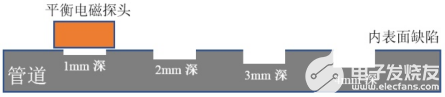
图中,内外缺陷深度变化与电压信号具有很好的一致性,这有效地验证多频平衡电磁方法对管道内外缺陷的检测能力。此外,当管道无缺陷时,感应电压信号不为零,在零电压附近波动,这一方面可能是因为管道内表面并不光滑,导致左右磁脚距离管道表面距离不等;引起的感应电流并非完全对称分布;另一方面可能是因为管道加工过程存在残余应力以及上一次检测完毕后未对管道采取退磁措施,导致管道内部的磁场非均匀分布,但电压信号总体趋势与理论分析相吻合。此外,对比检测结果可以发现:采用多频平衡电磁方法可显著增强管道内表面缺陷的检测深度(达到8 mm),这是因为多频激励信号中的低频成分可有效提高交变磁场在管壁内的渗透深度,进而提高内表面缺陷的检测深度。
通过以上的实验案例,相信您对功率放大器在多频平衡电磁检测中的应用有了清晰的了解,如想了解更多有关功率放大器驱动应用,请持续关注安泰电子。
审核编辑:汤梓红
-
机器视觉表面缺陷检测技术2016-01-20 0
-
[转]产品表面缺陷检测2020-08-07 0
-
机器视觉检测系统在薄膜表面缺陷检测的应用2020-10-30 0
-
工业物联网二手抓,表面检测市场案例2022-11-01 0
-
表面检测市场案例,SMT缺陷检测2022-11-08 0
-
工业相机:表面缺陷检测系统的优势2020-11-17 2931
-
板带表面缺陷检测系统助力实现高效精确智能化2021-02-18 511
-
表面缺陷检测的原理是什么,它有哪些功能2021-04-01 1335
-
薄膜表面缺陷检测设备检测方案2021-08-05 810
-
钢板表面缺陷检测解决方案2021-08-11 1357
-
表面缺陷检测系统的应用领域有哪些2021-09-16 1019
-
钢板表面与背部缺陷多频平衡电磁检测研究2022-03-22 1554
-
采用机器视觉技术实现的钢板表面缺陷检测系统2022-03-30 4177
-
功率放大器在钢板表面缺陷及交流漏磁测试中的应用2022-01-07 724
全部0条评论

快来发表一下你的评论吧 !
