

KUKA机器人带FDS拧紧设备的TCP校准应用
描述
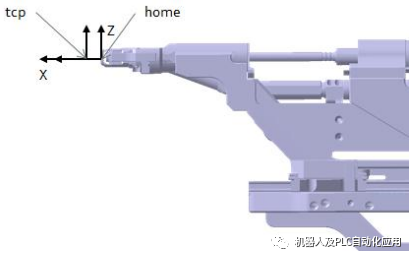
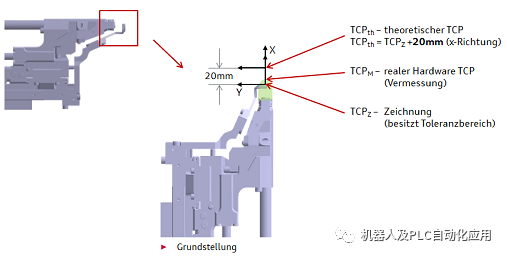
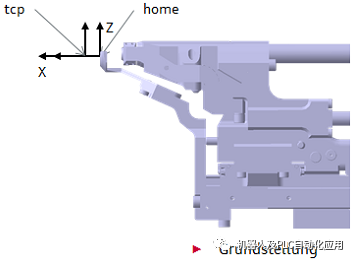
起始位置:
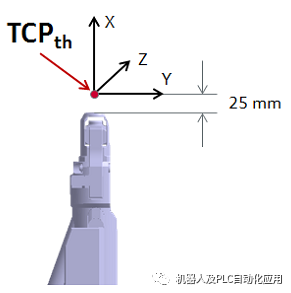
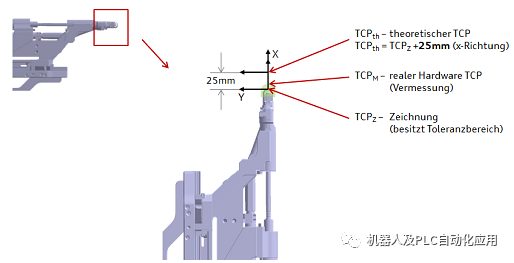
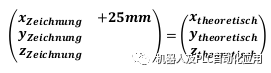
TCP理论:
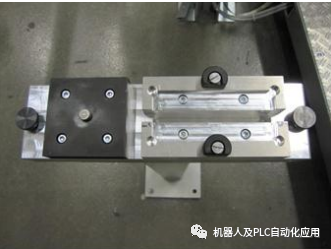
集成钟形螺丝刀测试单元:
机械要求:
创建一个坚固的支架(高度约 60 厘米)。根据系统规格,支架也可以设计不同。但是,组装应始终水平进行。

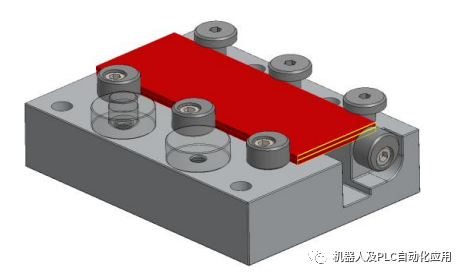
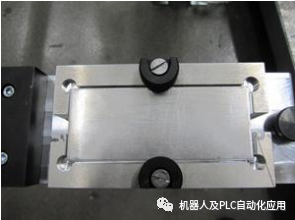
2. 将测试单元安装在支架上。将偏心轮设置为测试面板的宽度,必要时旋转止动块。
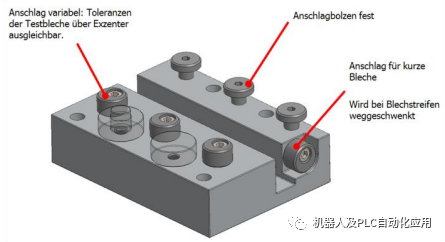
3. 插入托盘。设备准备好测试螺钉连接。

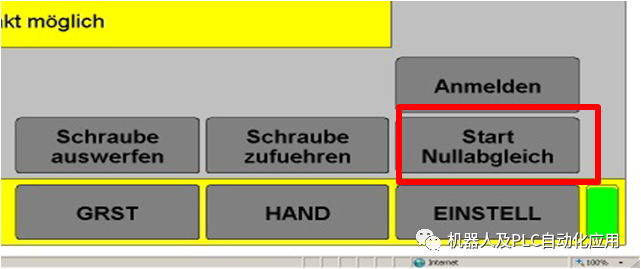
4.调整运行
- 将机器人放置在行驶区域上方以进行调整运行
- 触发调整运行
- 控件接受所选(停靠)工具的当前工具数据
5.检查TCP
- 将机器人放置在行驶区域上方以进行 TCP 测试
- 弹出螺丝
- 扩展压紧装置
- 目视检查压紧装置的窗口是否在行驶面上的螺栓中心,必要时进行修正
起始位置:
创建 UP 107 进行深度调整。
SPSMAKRO541 = EIN 喷钉
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: -- 开始进行深度校验 --
4: SPSMAKRO542 = EIN
5: WARTE BIS E23
6: A23 = EIN
UP - 名称:“平衡深度”
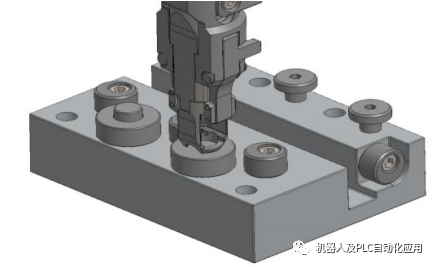
将螺钉头移动到测试单元的红色位置之一。
保存所选点上方 20mm 的位置。
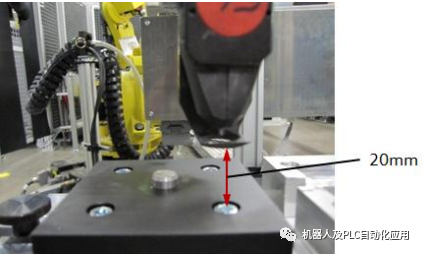
然后由处理装置执行实际的深度调整。起始位置可用作开始和结束位置。
2. 创建 UP 108 用于试拧。
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS !E16 & E23
4: TECH3_ FDS Zange = Nr1 ProgNr = 5Fzg-Typ = 81 Weg = 0 [1/10 mm] PktNr_SPS = 5 EIN
5: SPSMAKRO540 = EIN 拧紧
6: WARTE BIS E23
7: A23 = EIN
8: FB PSPS = M30 & M140 & E77 & E80
UP——名称:“试螺纹连接”
靠近第一个点20mm的距离拧紧,至于深度调节。然后发送到程序号 29(用于所有 4 个螺钉连接)并调用螺钉宏。测试表通常在螺丝刀的控制柜中。
3. 为快速检查 TCP 创建 UP 109。
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=0[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: -- 喷钉 --
4: SPSMAKRO541 = EIN
5: WARTE BIS E23
6: A23 = EIN
7: FB PSPS = M30 & M140 &F985
PTP VB=100% VE=100% ACC=100% RobWzg=1 Base=0 SPSTrig=0[1/100s] P
1: FB PSPS = M30 & M140 & F985
-- TCP 位置 --
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E17
UP - 名称:“TCP 螺丝刀”
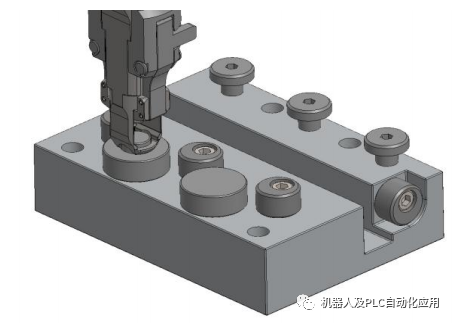
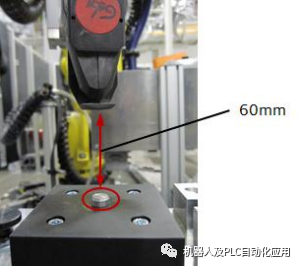
将带有固定板的螺丝刀插入底板的螺栓上并精确居中。然后在 X 方向上移动负 60mm 并接受这一点。以后检查 TCP 时,螺丝刀将被驱动到这个编程点。然后关闭螺丝刀的压缩空气。无压螺丝刀现在用手朝螺栓方向引导。
因此,可以在没有崩溃风险的情况下检查 TCP 的位置!
4. 创建 UP 110 进行精确测量。
UP - 名称:“测量螺丝刀”
所需的测试尖端安装在螺丝刀头上。必要的转换时间约为 5 分钟。
在内卡苏尔姆的 AUDI AG,测试探针不在现场,但在维护 D3/D4 期间必须在仓库中挑选。这与提款单一起记录。这在其他 AUDI AG 地点可能会有不同的处理方式。

两个尖端必须完全在彼此之上驱动,这一点被接管。无需进一步编程。
审核编辑 :李倩
-
KUKA重型机器人2015-02-03 0
-
华南机器人应用培训中心工业机器人培训班招生2015-09-02 0
-
求KUKA机器人控制柜三维模型2016-04-18 0
-
工业机器人的末端关节旋转该精确控制?2018-11-01 0
-
KUKA机器人问题解答2019-07-15 0
-
KUKA库卡机器人伺服驱动器相关型号举例2020-09-08 0
-
KUKA焊接机器人伺服电机常见故障及维修处理2020-09-26 0
-
工业机器人组成结构相关资料分享2021-07-05 0
-
库卡机器人MGV电源模块维修2021-09-08 0
-
KUKA机器人伺服驱动模块维修2021-09-17 0
-
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?2023-10-21 0
-
KUKA机器人TCP(工具中心点)设定2015-12-23 1951
-
KUKA机器人相关分类及型号一览2017-09-29 1340
-
KUKA机器人的TCP校准应用2022-12-28 1665
-
KUKA机器人固定焊钳的铣削控制2023-04-13 854
全部0条评论

快来发表一下你的评论吧 !
