

自动焊BOSCH接控制控制
描述
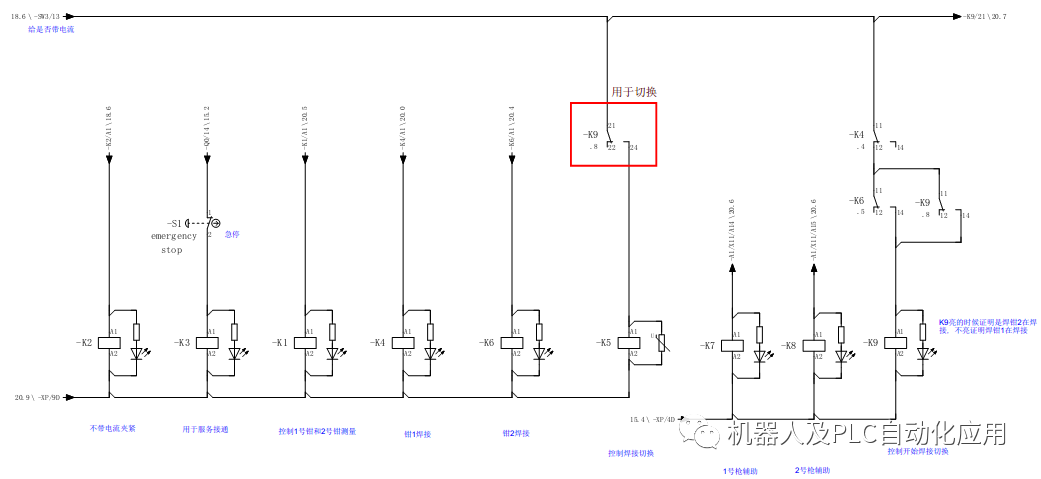
通过Profinet协议进行联网控制。
支持的焊钳数:10个(0 号电极- 9 号电极)。
控制器的焊接时间必须超过系统的最小设定值,否则控制器会报错。
“回路开路/24V 缺失”报警在故障消除后会自动复位。
直流母线电压必须一直保持。如缺失,该报警在故障消除后会自动复位。
最小预热/ 预压时间为16 ms。
电极压力在总线IO中通过8 位的8421码反映,范围为0- 255 ,单位增幅可编程(默认为100 牛顿/ 英寸)。
焊点与车型选择通过24位输入来实现。
--电极维修 --
输出:“开始修磨请求”依据于当前所选焊点
输出:“修磨请求”依据于当前所选焊点
输出:“电极寿命预警”依据于当前所选焊点
输出:“递增结束”依据于当前所选焊点
当输入“电极已修磨”置1,输出“修磨计数器复位”置1
当有任何一个电极处于“电极修磨请求“状态下,输出“电极必须修磨”置1
输出“修磨电极选择” 依据于当前所选焊点。焊点对应电极的heat steper 选项为on,并且设置了相关的电极管理.
参数,当该电极处于“电极修磨请求”状态下,该输出置1
输入“电极已修磨”发出时,复位的电极号必须和当前焊点对应的电极一致,才能复位焊接计数
输入“电极已更换”发出时,复位的电极号必须和当前焊点对应的电极一致,才能复位焊接计数与修磨计数
如果0 号电极 “电极已更换”的信号置1,那么控制器中所有电极的焊点计数都将被复位 .
“电极已更换”信号只复位当前选中焊点对应的电极号。
--漏电保护装置 --'
漏电保护装置是被监控的。当硬接线输入RCD Ok 为0 时,控制器报警,该报警在故障消除后自动复位 .
--无工件测试功能 --
如果输入“无工件测试”置1
所选程序中的所有焊接时间段均执行测试模式
所选程序使用KS R 模式
测试模式下的测试电流可编程
递增功能被屏蔽
在程序结束后,将会发出“焊接完成”信号,但输出信号“焊接OK” 或“焊接不OK” 不会发出。
---焊接完成---
输入信号“启动”必须在程序设定的的总时间内一直置1 ,在程序执行完后“焊接完成”才会发出。如果“启动”信号中途中断,则控制器不会发出“焊接完成 ”并且输出信号“焊接不OK”会置1 .
---程序完成/ 程序中断 ---
程序执行中没有发生报错,则程序结束后输出信号“焊接OK”会置1 ,否则“焊接不OK”会置1,直到故障消除后信号复位。可以通过输入信号“故障复位”或“故障复位并发出完成信号”来消除报警.
以下两种情况“焊接OK”或“焊接不OK”不会发出:
-无工件测试模式被激活
-程序中焊接电流没有打开
---输出信号 --
输出信号“报警未消除”在故障未复位前将一直置1
输出信号“比例阀压力到达”是硬接线输入“24VDC压力输入信号”的反映
回路平均电压如果超出范围值,输出信号“相位角监控”将会置1
输出信号“初级过流”、“电流传感器故障”、“电压传感器故障”、“逆变器超温”在各自对应的故障复位前将会一直置1
输出信号“电流传感器故障”在以下情况下将会置1:
-测量回路开路
-测量回路短路
-电流偏低故障发生
-电流持续偏低故障发生
-无电流故障发生
-单独某段焊接时间超出软件中的fade out time
在-UI调整下:
-电极接触时间超时
-测量回路错误
-电阻曲线错误
输出信号“电压传感器故障”在电压/ 电流测量选项激活并且测量值低于限定值时置1
输出信号“焊点选择错误”在所选焊点与对应程序不一致时置1
监控开启 :
输出信号“监控开启”在电流传感器与电压传感器监控激活并且至少有一个参数的监控模式开启的情况下置1 .
焊接使能:
如输入信号“焊接使能”在程序启动时置0,则程序无法执行。如果该信号在程序执行中由1 置0,程序可以继续执行

如输入信号“焊接使能”在程序启动时置0,则程序无法执行。如果该信号在程序执行中由1 置0,程序可以继
续执行
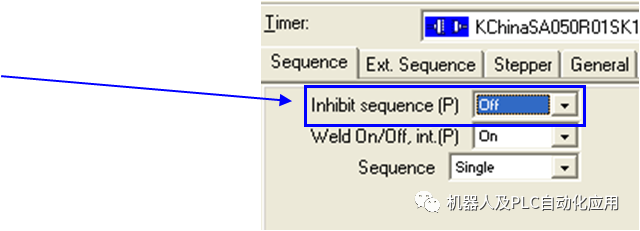
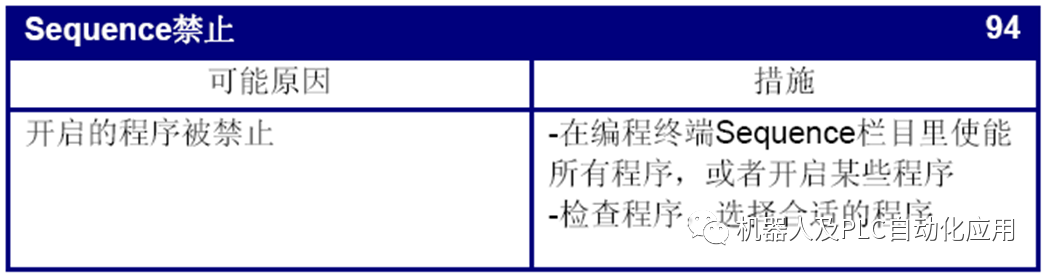
程序关闭(P)(关闭当前程序)此参数必须设定成”Off”,如果不设定当前程序会被禁止.并提示下面故障.
--------------------END-------------------
审核编辑 :李倩
-
手动焊台与自动焊锡机焊台有什么区别2017-05-08 0
-
可逆点动控制的简单短接制动电动机控制威廉希尔官方网站 图2007-10-13 1849
-
舞台艺术灯自动控制2008-09-30 3848
-
波峰焊工艺控制虚焊2009-10-10 1341
-
基于ARM7的智能拆焊、回流焊台控制系统威廉希尔官方网站 模块设计2014-10-27 1507
-
DSP控制的CO_2焊逆变电源的设计2016-03-25 803
-
基于STM32的脉冲变极性弧焊与控制系统设计2017-09-25 662
-
基于DSP控制的弧焊电源的设计2017-11-16 936
-
基于永宏PLC接伺服控制的实现2018-02-26 5685
-
通过C8051F021单片机和CPLD器件实现全自动对接焊控制系统的设计2019-06-20 4013
-
自动埋弧焊机的功能_自动埋弧焊机的特点2020-01-17 6813
-
电阻热复合焊电源控制系统设计2021-09-29 447
-
关于BOSCH中频焊接控制器的控制2022-05-13 1716
-
基于ARM7智能拆焊、回流焊台控制系统的设计2023-10-11 195
-
现代控制理论和自动控制原理的区别2024-07-29 2437
全部0条评论

快来发表一下你的评论吧 !
