

什么是压接?压接三要素
描述
什么是压接?
压接是在导线和端子接触区域施加压力使其成型,实现紧密连接的工艺。
无焊连接技术最早源于AMP1941年提出。
压接的要求
在压接端子与导线之间提供不可分离的,长时间可靠的电气和机械连接。
压接应便于生产加工。
压接的优势:
1通过计算即可得出适合特定线径范围和料厚的压接结构
2仅调整压接高度即可用于不同线径压接
3通过连续冲压生产实现低成本
4压接自动化
5苛刻环境下性能稳定
压接三要素
一.合格压接的要求:
1.导线:
1)选用线径符合压接端子适用性要求
2)剥线符合要求(长度适合,不损镀层,末端不
开裂分叉)
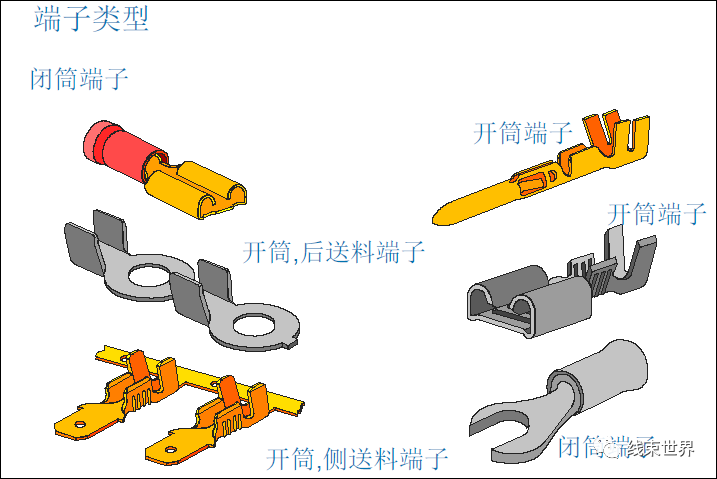
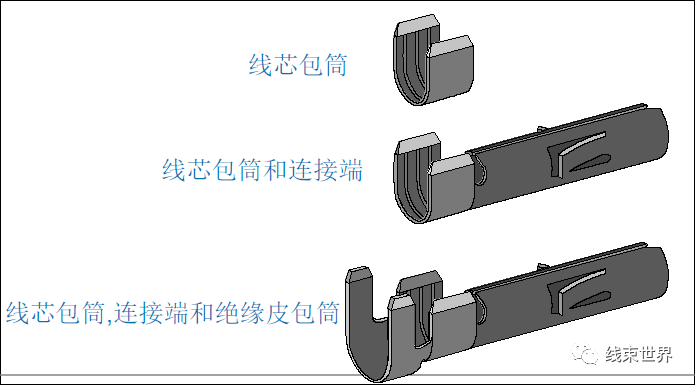
2.Terminal 端子
1)按形式不同,分为开筒式和闭筒式
2)按镀层不同,分为镀锡,镀银,镀金,镀镍等
3)按是否含绝缘压接或密封部分进行区分
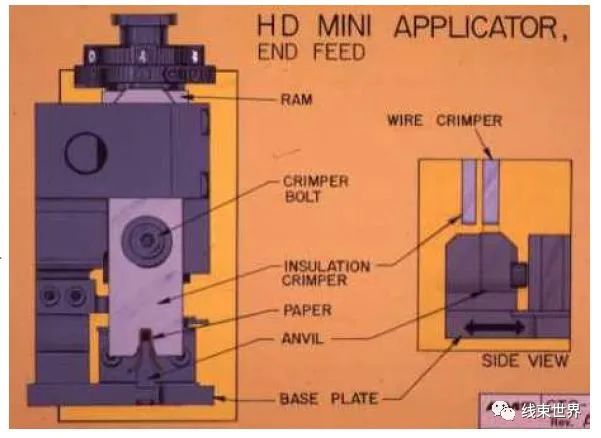
3.压接工具
二,压接准备:端子选用
三.压接准备:剥线要求
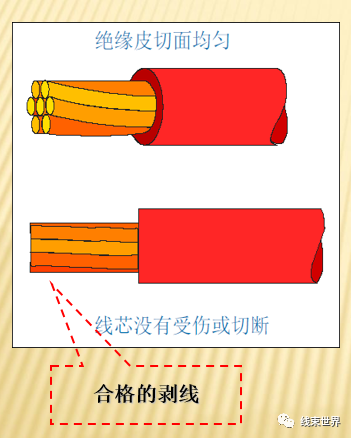
导线剥皮的应注意下面常规的要求
1) 导线(0.5mm2及以下,且股数小于等于7芯线),不可被破坏或切割;
2) 导线(0.5mm2到6.0mm2,且股数大于7芯线),芯线被破坏或切割根数不大于6.25%;
3) 导线(6mm2以上),芯线被破坏或切割根数不大于10%;
4) 非剥线区域绝缘皮不允许有破损
5) 剥线区域不允许有残留绝缘皮。
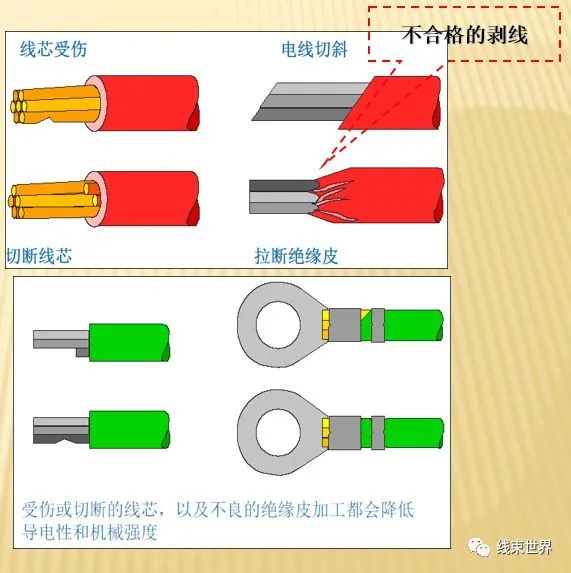
注意:当然很多端子压接标准,比如VW60330最新标准, USCAR 21等等,都已经不一样一根股丝断裂或者损伤
压接模具和刀片

压接产品
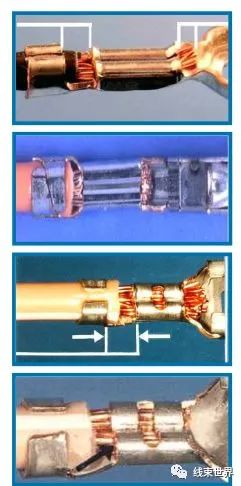
单线压接
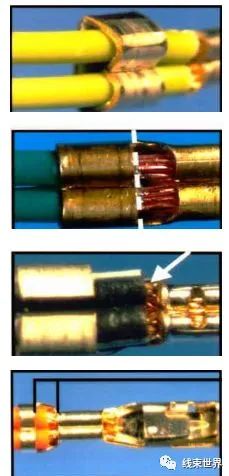
双线压接
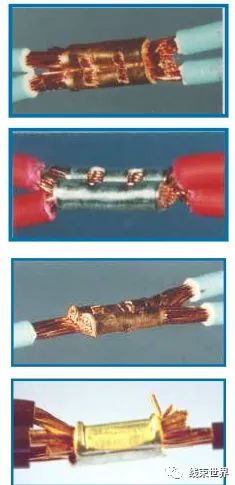
多线压接
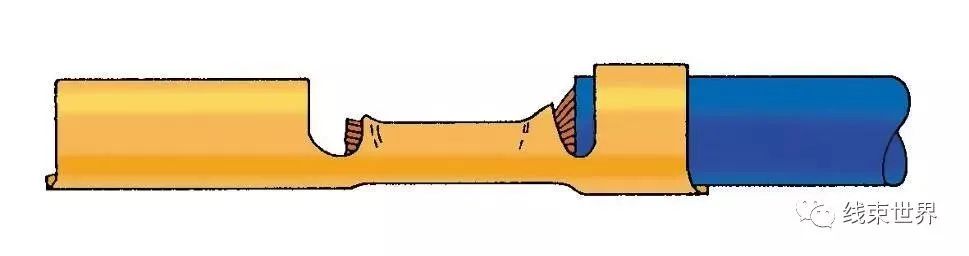
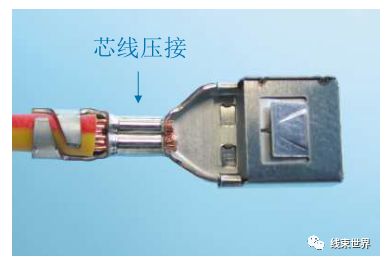
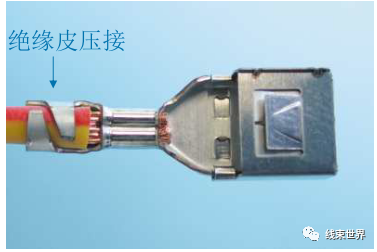
芯线压接与绝缘皮压接
1 芯线压接与绝缘皮压接有一定的区别:
2 芯线压接保证了端子与电线的良好连接
3 绝缘皮压接是为了减少震动以及移动对芯线压接的影响
压接过程
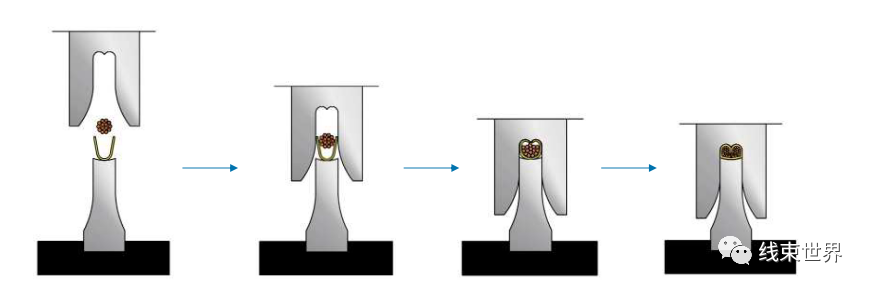
1 压接刀具打开,端子放置在下刀上,导线由手或机械设备送至合适的位置。
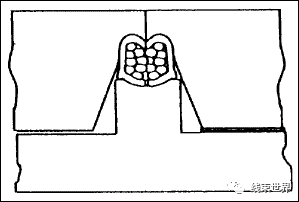
2 上刀向下移动,把导线压入包筒
3 包筒随上刀折弯,压接成型
4 设定的压接高度保证了压接质量
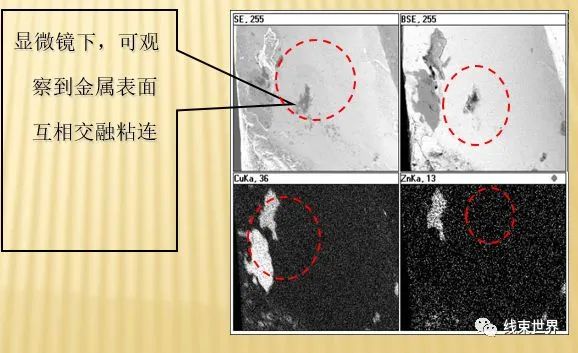
压接原理
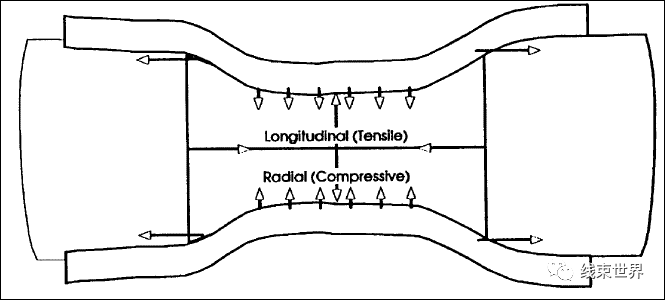
压接过程中,导体受到套管的挤压,在经度和纬度两个方向上均发生形变,形成冷焊:
Ø 导体与套管表面的原氧化膜变形破裂
Ø 导体与端子套管的纯净金属表面充分紧密接触
Ø 挤压变形过程中的微运动
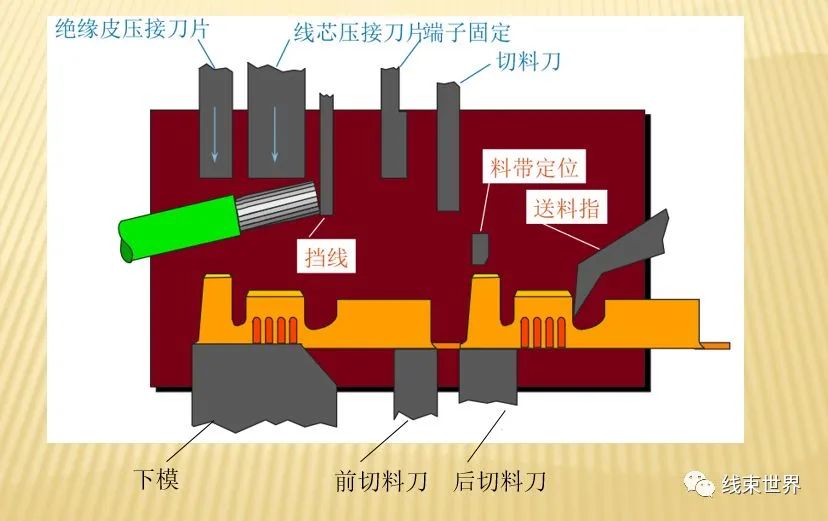
放线位置(后送料)
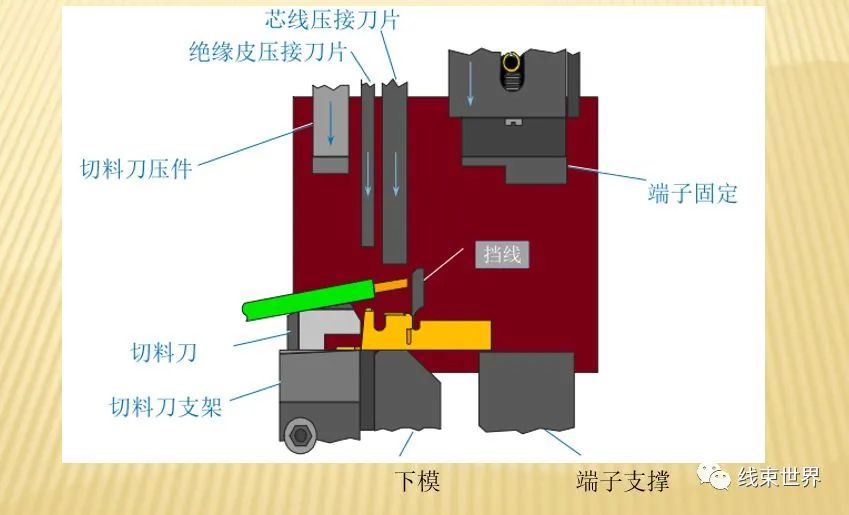
放线位置(侧送料)
审核编辑 :李倩
全部0条评论

快来发表一下你的评论吧 !
