

端子压接不良原因分析及解决方案
连接器
描述
因此,线束的检测显得至关重要:不仅能提供可信度高的分析报告,避免审厂的行程成本;还能为各种端子压接不良提供解决方案。
剖面分析是一种更准确,更全面的检测方法,最初主要应用于汽车线束压接质量的检测。
随着端子压接质量要求的不断提高,越来越多的,不同领域的客户都采用了剖面检测,这已成为了一种趋势。
剖面分析
端子剖面图作为高级分析方法可进一步鉴定压接状况。端子剖面图应被用作与将来所做截面进行比较的参考图。该参考图制作时应使用新的工具进行压接,以避免损伤的工具提供不正确的参考图。
01 端子铆压切片标准截面
02 实操图对比分析&不良原因&解决方案 01 
剖面图分析
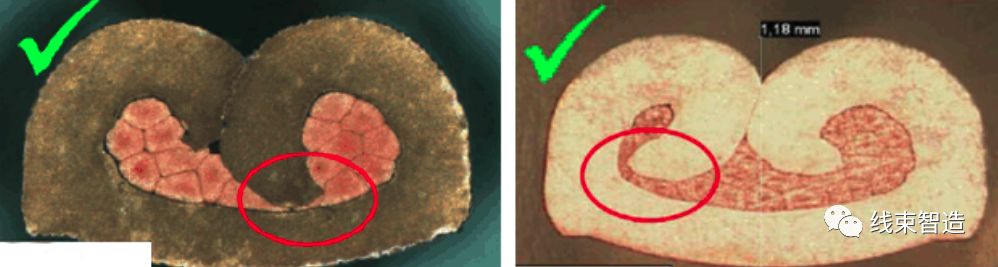
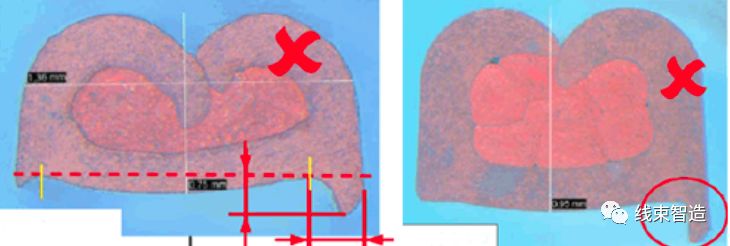
压接翼搭接长度符合要求,压接翼有相互接触与支撑,支撑长度大于1/2料厚,如左图,OK。
压接翼搭接长度不够,如右图,NG。
压接不良原因分析
原因:压接翼未锁紧①端子压接面积太小(线芯太大);②错误的压接模。
解决方案
解决:用更大压接面积的端子或者使用OD更小的线芯。
02
剖面图分析
压接翼内所有导体都有明显变形,导体与包筒之间的缝隙是由于导体不规则的分布导致可接受,如左图,OK。
导体无明显变形,如右图,NG。 解决方案
解决:检查线的规格及线芯股数,检查压接高度是否符合要求。
03
剖面图分析
底部厚度小于3/4S,NG。
压接不良原因分析 原因:过压;包筒底部厚度小于75%S料厚,另外过压导致底部明显压接毛刺。 解决方案 解决:调整压接高度,包筒底部厚度至少大于75%S,毛刺高度要小于一个料厚。
04
剖面图分析
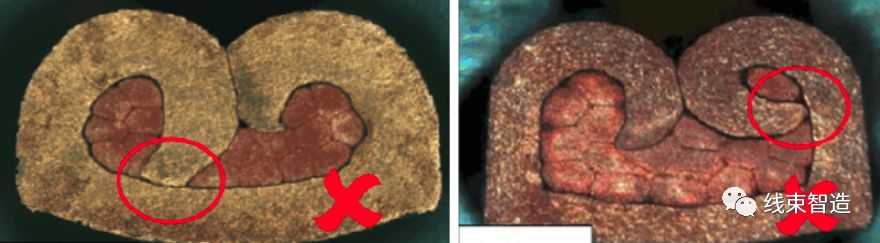
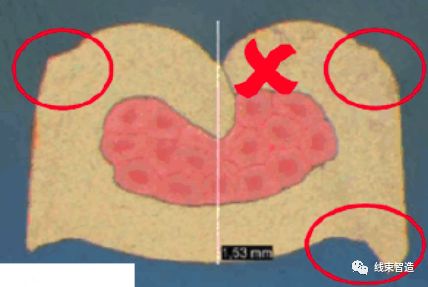
压接翼末端和包筒底部距离,未有触到底部(如左图)或未有触到侧壁(如右图),OK。
压接翼末端和包筒底部或内侧壁出自一个明显的距离。
05
左图·剖面图分析
压接翼末端触到底部,NG。
左图·压接不良原因分析 原因:压接翼碰到包筒底部。 左图·解决方案 解决:①压接高度可能过低,调整压接高度;②检查端子压接翼是否对称。 右图·剖面图分析
压接翼末端触到侧壁,NG。
右图·压接不良原因分析 原因:压接翼碰到包筒内侧壁。 右图·解决方案 解决:①检查压接高度;②检查端子压接翼位置是否对称。
06

剖面图分析
一侧的压接翼未有包住导体,但内部导体有明显变形 ,压接翼靠近内侧壁,一侧的压接翼未有包住导体,如左图可接受,OK。
一侧的压接翼碰到内侧壁,包住的单根或者多根导体未有变形,如右图,NG。
解决方案 解决:① 检查端子压接翼是否对称;②确认压接高度;③确认开线皮制程,确认是否有导体被切断。
07
剖面图分析
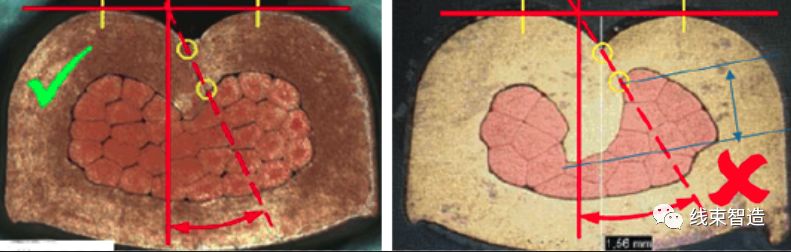
压接翼支撑角度小于30°符合要求,如左图,OK。
压接翼支撑角度大于30°,如右图,NG。
压接不良原因分析 原因:支撑角度大于30°,并导致CFE压接卷曲末端间距大于50%S料厚。 解决方案 解决:① 检查压接高度;②确认压接刀片是否磨损;③检查端子压接翼对称性。
08
剖面图分析
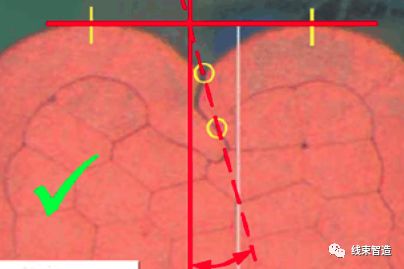
压接翼切线不是一条直线时,取两支撑点的直线作为切线去计算支撑角度如下图,OK。
09
左图·剖面图分析
底部毛刺宽度大于0.5S,NG。
左图·压接不良原因分析 原因:要求毛刺高度小于1S,毛刺宽度小于0.5S。 左图·解决方案 解决:如图圆形的棱边表明压接底刀磨损导致毛刺产生,需检查与更换压接底刀。 右图·剖面图分析
底部毛刺高度大于1S,NG。
右图·压接不良原因分析 原因:要求毛刺高度小于1S,毛刺宽度小于0.5S。 右图·解决方案 解决:①新的压接模过压,需要调成压接高度;②上刀和下刀未对齐,偏移,需要调整压接模。
10
剖面图分析
上压刀与底座碰撞产生凹痕,NG。
压接不良原因分析 原因:压刀和底刀碰撞而产生的压接轮廓中的凹痕,底刀受损产生毛刺。 解决方案 解决:调整压接模;检查与更换压接模。
11

剖面图分析
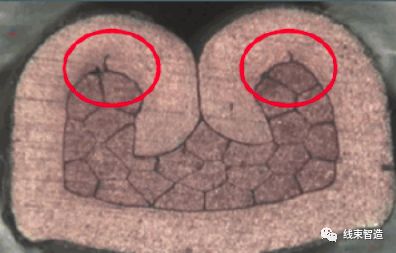
端子包筒内壁产生裂纹,NG。
压接不良原因分析 原因:包筒内壁,外壁不允许有裂纹。 解决方案 解决:底刀受损导致裂纹;及时检查与更换底刀。
12
剖面图分析
端子包筒上内壁有明显裂纹,NG;
若继续研磨,裂纹消失,可接受。
解决方案 解决:切片位置靠近锯齿槽,继续研磨切面,正常情况裂纹会消失。若裂纹未消失应检查端子材质及调整压接模。
剖面分析
端子剖面图作为高级分析方法可进一步鉴定压接状况。端子剖面图应被用作与将来所做截面进行比较的参考图。该参考图制作时应使用新的工具进行压接,以避免损伤的工具提供不正确的参考图。
01 端子铆压切片标准截面
02 实操图对比分析&不良原因&解决方案 01
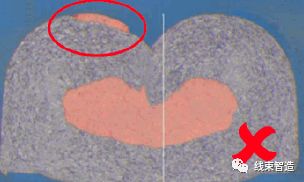
剖面图分析 导体跑出端子压接翼包筒,NG。 解决方案
解决:①确认导体刷型情况,是否导体分散;②确认导线的定位。
02
剖面图分析 绝缘层被压入端子包筒,NG。 解决方案
解决:① 确认开线皮长度;②确认压机模定位。
03
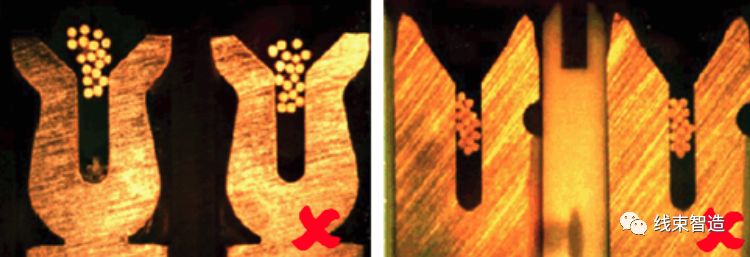
左图·剖面图分析
W型端子参考F型端子切面要求。端子包筒内部导体明显变形,OK。
右图·剖面图分析
W型端子内部导体无变形,如上右图,NG。
右图·解决方案 解决:调整(降低)压接高度或增加线芯股数。
04
剖面图分析
旗型端子铆压切片截面要求参考F型端子,OK。
05
左图·剖面图分析
导体过压,线芯容易断裂。
左图·解决方案 解决:调节压接高度。 右图·剖面图分析
导体变形不明显,NG。
右图·解决方案 解决:调节压接高度。
06
左图·剖面图分析
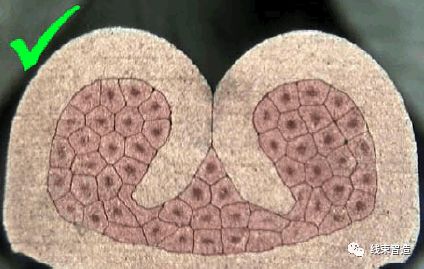
闭筒端子铆压切片截面要求,导体压缩变形明显,OK。
右图·剖面图分析
包筒内部无明显变形,且存在缝隙,NG。
右图·解决方案 解决:调整(降低)压接高度或增加线芯股数。
07
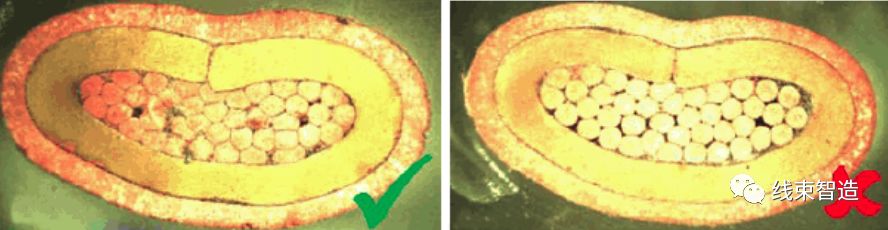
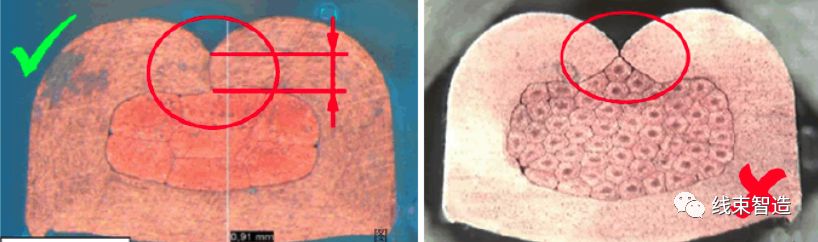
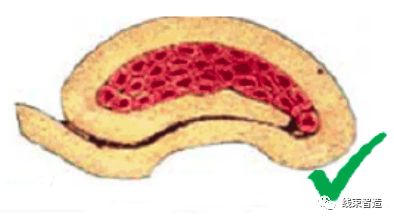
左图·剖面图分析
套筒端子铆压切片截面要求,OK。
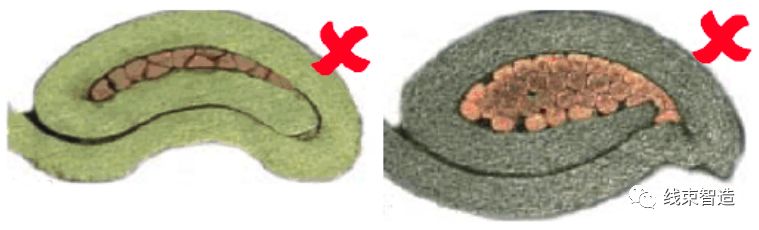
右图·剖面图分析
端子包筒内部导体无明显变形,且存在明显缝隙,NG。
右图·解决方案 解决:调整压接高度或增加线芯股数。
08

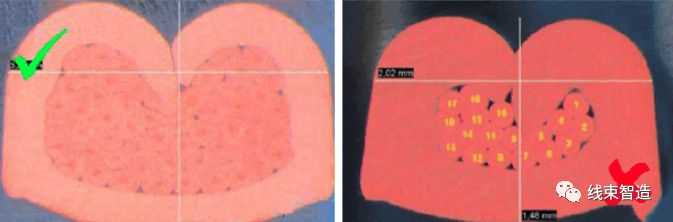
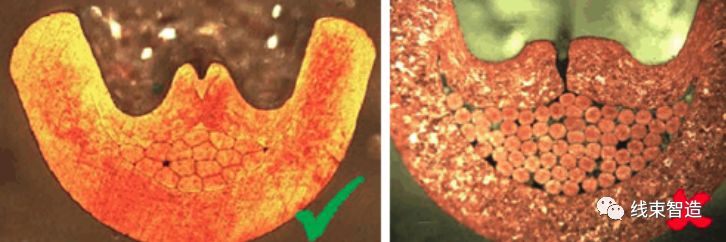
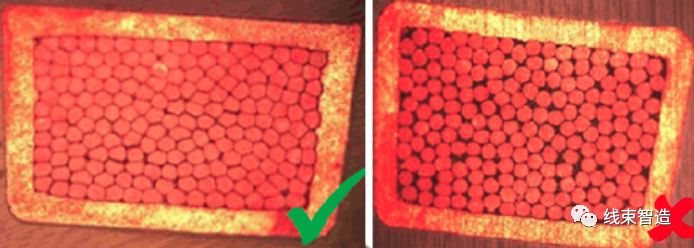
剖面图分析
端子包筒内部导体明显变形,OK。
09
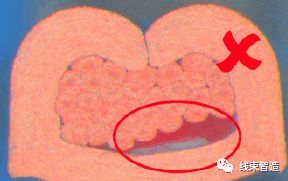
剖面图分析
端子包筒内部导体无明显变形,且端子包筒与导体之间缝隙明显,如下图,NG。
解决方案 解决:调整(降低)压接高度或增加线芯股数。
10
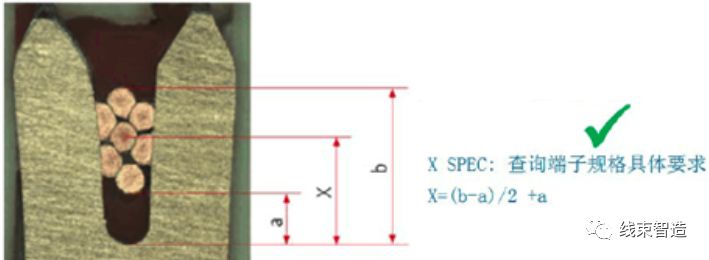
剖面图分析
IDC端子切片截面要求(只适用于刺破式端子压接)。
压接不良原因分析 原因:压刀和底刀碰撞而产生的压接轮廓中的凹痕,底刀受损产生毛刺。 解决方案 解决:调整压接模;检查与更换压接模。
11
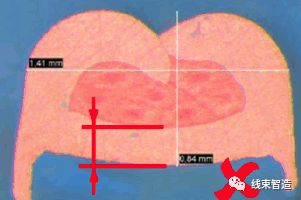
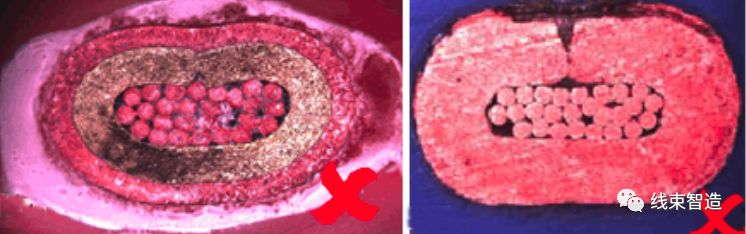
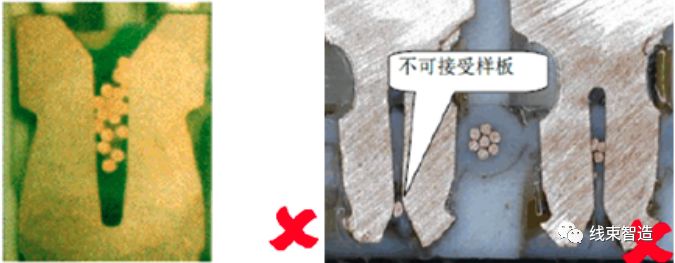
左图·剖面图分析
压接位置错误,NG。
左图·解决方案 解决:调节压接高度。 右图·剖面图分析
导体线径与端子不匹配,端子过大或导体直径过小,NG。
右图·解决方案 解决:更换更大线径的线芯或者更换连接器端子。
12
左图·剖面图分析
线芯松散,NG。
左图·压接不良原因分析 原因:线芯与IDC不符,压接前,可能有剥离线芯绝缘皮导致线芯松散。 左图·解决方案 解决:确认压接前线芯绝缘皮会否损伤。 右图·剖面图分析
导体切断,NG。
右图·压接不良原因分析 原因:多根线芯被切断压接位置不对。 右图·解决方案 解决:调整压接参数或者更换线芯。
编辑:黄飞
- 相关推荐
- 端子
-
线束端子压接剖面分析仪-端子分析显微镜2011-03-03 0
-
分析端子压接技术的5个常见问题及解决方案2022-07-08 3022
-
端子压接的5个常见问题及解决方案2022-07-11 3978
-
端子压接典型位置和术语2022-08-10 6374
-
汽车线束端子压接设计基本原则 端子压接技术介绍2022-09-14 2065
-
浅谈压接端子的标准和压接不良2022-10-12 6954
-
影响端子压接性能的因素有哪些2022-10-13 1959
-
影响压接端子性能的因素2022-12-27 828
-
汽车压接端子的要求2023-01-05 1809
-
端子压接注意事项 端子压接理想和现实的差距分析2023-07-20 691
-
压接端子介绍2023-07-31 7136
-
高压接头压接端子详细步骤2023-08-08 3575
-
旗型端子的压接目标与缺陷2024-10-28 310
全部0条评论

快来发表一下你的评论吧 !
