

双面FPC制造步骤有哪些 要经过哪些流程
电子说
描述
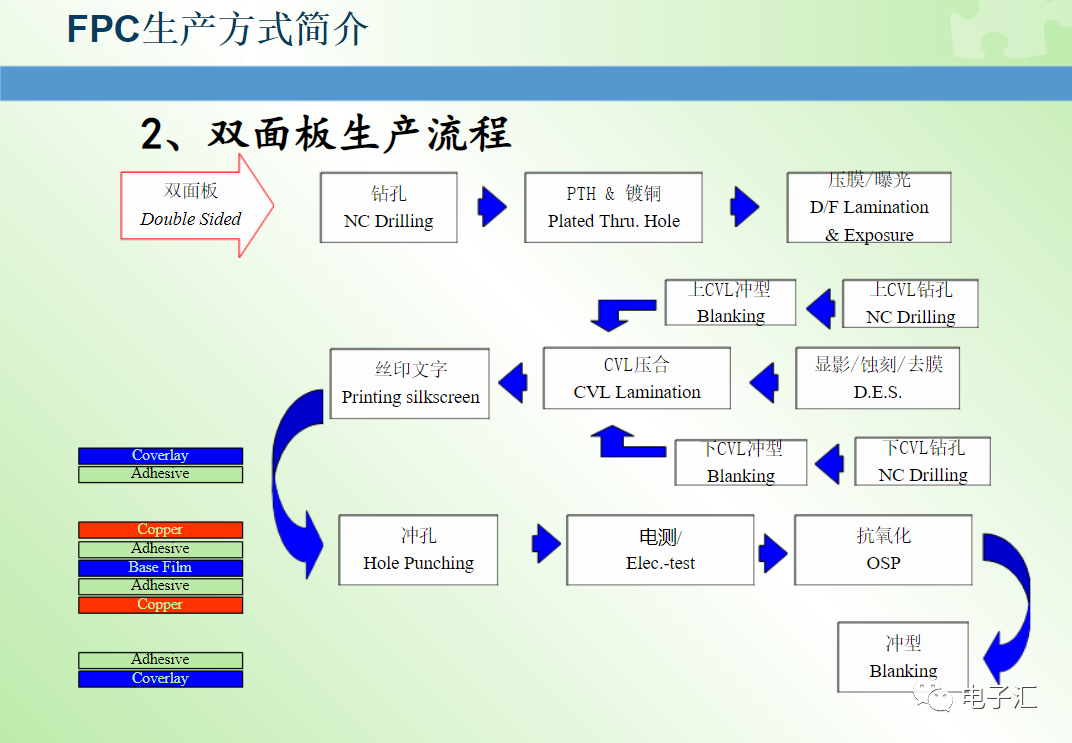
FPC越来越多的应用在电子产品中,本文重点介绍双面FPC的流程。
一、FPC 开料
除部分材料以外,柔性印制板所用的材料基本都是卷状的。由于并不是所有的工序都一定要用卷带工艺进行加工,有些工序必须裁成片状才能加工,如双面柔性印制板的金属化孔的钻孔,目前只能以片状形式进行钻孔,所以双面柔性印制板第一道工序就是开料。 柔性覆铜箔层压板对外力的承受能力极差,很容易受伤。如果在开料时受到损伤将对以后各工序的合格率产生严重影响。因此,即使看上去是十分简单的开料,为了保证材料的品质,也必须给予足够重视。如果量比较少,可使用手工剪切机或滚刀切断器,大批量,可用自动剪切机。 无论是单面、双面铜箔层压板还是覆盖膜,开料尺寸的精度可达到±0.33。开料的可靠性高,开好的材料自动整齐叠放,在出口处不需要人员进行收料。能把对材料的损伤控制在最小限度内,利用送料辊尺寸的变化,材料几乎没有皱折、伤痕发生。而且最新的装置也能对卷带工艺蚀刻后的柔性印制板进行自动裁切,利用光学传感器可以检出腐蚀定位图形,进行自动开料定位,开料精度达0.3mm,但不能把这种开料的边框作为以后工序的定位。
二、FPC 钻导通孔
柔性印制板的通孔与刚性印制板一样也可以用数控钻孔,但不适用于卷带双面金属化孔威廉希尔官方网站 的孔加工。随着威廉希尔官方网站 图形的高密度化和金属化孔的小孔径化,加上数控钻孔的孔径有一定界限,现在许多新的钻孔技术已付实际应用。这些新的钻孔技术包括等离子体蚀孔、激光钻孔、微小孔径的冲孔、化学蚀孔等,这些钻孔技术比数控钻孔更容易满足卷带工艺的成孔要求。
柔性印制板的通孔与刚性印制板一样也可以用数控钻孔,但不适用于卷带双面金属化孔威廉希尔官方网站 的孔加工。随着威廉希尔官方网站 图形的高密度化和金属化孔的小孔径化,加上数控钻孔的孔径有一定界限,现在许多新的钻孔技术已付实际应用。这些新的钻孔技术包括等离子体蚀孔、激光钻孔、微小孔径的冲孔、化学蚀孔等,这些钻孔技术比数控钻孔更容易满足卷带工艺的成孔要求。
01、数控钻孔
双面柔性印制板中的钻孔现在大部分仍然是用数控钻床钻孔,数控钻床与刚性印制板使用的数控钻床基本上相同,但钻孔的条件有所不同。由于柔性印制板很薄,能够把多片重叠钻孔,如果钻孔条件良好的话可以把 10~15 片重叠在一起进行钻孔。垫板和盖板可以使用纸基酚醛层压板或玻纤布环氧层压板,也完全可以使用厚 0.2~0.4mm 的铝板。柔性印制板所用钻头市场上有售,刚性印制板钻孔用的钻头及铣外形用的铣刀也可以用于柔性印制板。
钻孔、铣覆盖膜和增强板的外形等的加工条件基本相同,但由于柔性印制板材料所使用的胶黏剂柔软,所以十分容易附着在钻头上,需要频繁地对钻头状态进行检验,而且要适当提高钻头的转速。对于多层柔性印制板或多层刚柔印制板的钻孔要特别细心。
02、冲孔
冲微小孔径不是新技术,作为大批量生产已有使用。由于卷带工艺是连续生产,利用冲孔来加工卷带的通孔也有不少实例。但是批量冲孔技术仅限于冲直径 0.6~0.8mm 的孔,与数控钻床钻孔相比加工周期长且需要人工操作,由于最初工序加工的尺寸都很大,这样冲孔的模具也相应要大,因而模具价格就很贵,虽然大批量生产对降低成本有利,但设备折旧负担大,小批量生产及灵活性无法与数控钻孔相竞争,所以至今仍无法普及。
但在最近数年里,冲孔技术的模具精密化和数控钻孔两方面都取得了很大的进步,冲孔在柔性印制板上的实际应用已十分可行。最新的模具制造技术可制造能够冲切基材厚 25um 的无胶黏剂型覆铜箔层压板的直径 75um 的孔,冲孔的可靠性也相当高,如果冲切条件合适甚至还可以冲直径50um 的孔。冲孔装置也已数控化,模具也能小型化,所以能很好地应用于柔性印制板冲孔,数控钻孔和冲孔都不能用于盲孔加工。
03、激光钻孔
用激光可以钻最微细的通孔,用于柔性印制板钻通孔的激光钻孔机有受激准分子激光钻机、冲击式二氧化碳激光钻机、YAG(钇铝石榴石)激光钻机、氩气激光钻机等。
冲击式二氧化碳激光钻机仅能够对基材的绝缘层进行钻孔加工,而 YAG 激光钻机可以对基材的绝缘层和铜箔进行钻孔加工,钻绝缘层的速度要明显比钻铜箔的速度快,仅用同一种激光钻孔机进行所有的钻孔加工生产效率不可能很高。一般是首先对铜箔进行蚀刻,先形成孔的图形,然后去除绝缘层从而形成通孔,这样激光就能钻极其微小孔径的孔。但此时由于上下孔的位置精度可能会制约钻孔的孔径。如果是钻盲孔,只要把一面的铜箔蚀刻掉,不存在上下位置精度问题。该工艺与在下面所叙述的等离子体蚀孔和化学蚀孔雷同。
目前受激准分子激光加工的孔是最微细的。受激准分子激光是紫外线,直接破坏基底层树脂的结构,使树脂分子离散,产生的热量极小,所以可以把热对孔周围的损伤程度限制在最小范围内,孔壁光滑垂直。如果能把激光束进一步缩小的话就能够加工直径 10~20um 的孔。当然板厚孔径比越大,湿式镀铜也就越难。受激准分子激光技术钻孔的问题是高分子的分解会产生炭黑附着于孔壁,所以必须采取某些手段在电镀之前对表面进行清洗以除去炭黑。但是激光加工盲孔时,激光的均匀性也存在一定的问题,会产生竹子状残留物。
受激准分子激光最大的难点就是钻孔速度慢,加工成本太高。所以只限于用在高精度、高可靠性微小孔的加工。
冲击式二氧化碳激光一般是用二氧化碳气体为激光源,辐射的是红外线,与受激准分子激光因热效应而燃烧分解树脂分子不同,它属于热分解,加工的孔形状要比受激准子激光差得多,可以加工的孔径基本上是 70~100um,但加工速度明显的比受激准分子激光速度快得多,钻孔的成本也低得多。即使如此,仍比下面所叙述的等离子体蚀孔法和化学蚀孔法加工成本高得多,特别单位面积孔数多时更是如此。
冲击式二氧化碳激光要注意的是加工盲孔时,激光只能发射至铜箔表面,对表面的有机物完全不必去除,为了稳定清洗铜表面,应以化学蚀刻或等离子体蚀刻作为后处理。从技术的可能性来考虑,激光钻孔工艺用于卷带工艺基本上没有什么困难,但考虑到工序的平衡及设备的投资所占的比例,它就不占优势,但带式芯片自动化焊接工艺(TAB,Tape Automated Bonding)宽度狭小,采用卷带工艺可以提高钻孔速度,在这方面已经有了实际的例子。
三、孔金属化
柔性印制板的孔金属化与刚性印制板的孔金属工艺基本相同。
近年来出现了取代化学镀,采用形成碳导电层技术的直接电镀工艺。柔性印制板的孔金属化也引入了这一技术。
柔性印制板由于其柔软,需要有特别的固定夹具,夹具不仅能把柔性印制板固定,而且在镀液中还必须稳定,否则镀铜厚度不均匀,这也是在蚀刻工序中引起断线和桥接的重要原因。要想获得均匀的镀铜层,必须使柔性印制板在夹具内绷紧,而且还要在电极的位置和形状上下功夫。
孔金属化外包加工,要尽可能避免外包给无柔性印制板孔化经验的工厂,如果没有柔性印制板专用的电镀线,孔化质量是无法保证的。
四、铜箔表面的清洗
为了提高抗蚀掩膜的附着力,涂布抗蚀掩膜之前要对铜箔表面进行清洗,即使这样的简单工序对于柔性印制板也需要特别注意。
一般清洗有化学清洗工艺和机械研磨工艺,对于制造精密图形时,大多数场合是把两种清流工艺结合起来进行表面处理。机械研磨使用抛刷的方法,抛刷材料过硬会对铜箔造成损伤,太软又会研磨不充分。一般是用尼龙刷,必须对抛刷的长短和硬度进行仔细研究。使用两根抛刷辊,放在传送带的上面,旋转方向与皮带传送方向相反,但此时如果抛刷辊压力过大,基材将受到很大的张力而被拉长,这是引起尺寸变化的重要原因之一。
如果铜箔表面处理不干净,那么与抗蚀掩膜的附着力就差,这样就会降低蚀刻工序的合格率。近来由于铜箔板质量的提高,单面威廉希尔官方网站 情况下也可以省略表面清洗工序。但 100μm 以下的精密图形,表面清洗是必不可少的工序。
抗蚀剂的涂布-双面 FPC 制造工艺现在,抗蚀剂的涂布方法根据威廉希尔官方网站 图形的精密度和产量分为以下三种方法:丝网漏印法、干膜/感光法、液态抗蚀剂感光法。
现在,抗蚀剂的涂布方法根据威廉希尔官方网站 图形的精密度和产量分为以下三种方法:丝网漏印法、干膜/感光法、液态抗蚀剂感光法。
抗蚀油墨采用丝网漏印法直接把线路图形漏印在铜箔表面上,这是最常用的技术,适用于大批量生产,成本低廉。形成的线路图形的精度可以达到线宽 / 间距 0.2~0.3 mm,但不适用于更精密的图形。随着微细化这种方法逐步不能适应。与以下所叙述的干膜法相比需要有一定技术的操作人员,操作人员必须经过多年的培养,这是不利的因素。
干膜法只要设备、条件齐全就可制得 70~80μm 的线宽图形。现在 0.3mm 以下的精密图形大部分都可以用干膜法形成抗蚀线路图形。采用干膜,其厚度是 15~25μm,条件允许,批量水平可以制作 30~40μm 线宽的图形。
当选择干膜时,必须根据与铜箔板、工艺的匹配性并通过试验来确定。实验的水平即使有好的分辨能力,但并不一定在大批量生产使用时能有很高的合格率。柔性印制板薄且易于弯曲,如果选用硬一点的干膜则其较脆而随动性差,所以也就会产生裂缝或剥落从而使蚀刻的合格率降低。
干膜是卷状的,生产设备和作业较简单。干膜是由较薄的聚酯保护膜、光致抗蚀膜和较厚的聚酯离型膜等三层结构所构成。在贴膜之前首先要把离型膜(又称隔膜)剥去,再用热辊将其贴压在铜箔的表面上,显影前再撕去上面保护膜(又称载体膜或覆盖膜),一般柔性印制板两侧有导向定位孔,干膜可稍微比要贴膜的柔性铜箔板狭窄一点。刚性印制板用的自动贴膜装置不适用于柔性印制板的贴膜,必须进行部分的设计更改。由于干膜贴膜与其他的工序相比线速度大,所以不少厂都不用自动化贴膜,而是采用手工贴膜。
贴好干膜之后,为了使其稳定,应放置 1 5~20min 之后再进行曝光。
线路图形线宽如果在 30μm 以下,用干膜形成图形,合格率会明显下降。批量生产时一般都不使用干膜,而使用液态光致抗蚀剂。涂布条件不同,涂布的厚度会有所变化,如果涂布厚度 5~15μm的液态光致抗蚀剂于 5μm 厚的铜箔上,实验室的水平能够蚀刻 10μm 以下的线宽。
液态光致抗蚀剂,涂布之后必须进行干燥和烘焙,由于这一热处理会对抗蚀膜性能产生很大影响,所以必须严格控制干燥条件。
审核编辑:郭婷
-
双面柔性PCB板制造工艺及流程2011-02-24 0
-
双面柔性威廉希尔官方网站 板FPC制造工艺全解2016-08-31 0
-
解析柔性PCB:单层FPC/双面FPC/多层FPC的区别2017-03-09 0
-
详解单层FPC/双面FPC/多层FPC区别2018-11-28 0
-
双面FPC制造工艺2019-01-14 0
-
双面FPC制造工艺全解2009-11-09 2039
-
双面板制作流程及镀金、喷锡和FPC板流程图解2009-12-15 4663
-
双面FPC制造工艺手册全解2010-03-17 1816
-
双面板PCB抄板步骤及流程2010-03-21 2878
-
芯片制造工艺流程步骤2021-12-15 44082
-
FPC制造流程.zip2023-03-01 283
-
FPC双面触点翻盖设计数据手册.zip2023-03-01 136
-
双面FPC制造工艺.zip2023-03-01 226
-
怎么区分单层/双面/多层FPC?2023-12-07 1392
-
FPC设计与制造流程 FPC与传统PCB的区别2024-12-03 223
全部0条评论

快来发表一下你的评论吧 !
