

开关柜(箱)二次行线技术标准
电子说
描述
开关柜(箱)二次行线技术标准说明书
一、主要内容与适用范围。
1.开关柜(箱)的二次行线工艺的过程和方法。
2.适用于各种型号线经在4mm以下的开关柜(箱)的二次行线。
二、主要设备及工具。
1.设备:根据开关柜(箱)所装元件的行线需要,选择适当的设备。
2.主要工具:剥线钳、钳子、螺丝刀、电烙铁焊锡丝、号码笔等。
三、准备工作
1.必需看清图纸要求和图上设备符号是否与实物符合,并按电器元件的装配位置的接线点,考虑适当线路的行法。
2.检查将行线的电器元件是否合格完好,如发现元件表面有碎裂、生锈、发霉等质量问题的应及时处理或调拨合格元件。
3.掌握行接的工艺规则、方法和注意事项。
4.准备行线材料。
5.准备好行线所需工具。
6.导线颜色除接地采用黄绿双色和零线采用黄绿双色外,其余一律采用黑色,若控制回路为直流电源时,正极采用棕色,负极采用蓝色。在考虑节省材料线路合理安排的情况下,必须要有统一接线方向,以求线路整齐美观的一致。
7.根据图纸要求,识别一次回路和二次回路,并选用其导线规格二次回路的导线,对于单股铜线不小于1.5mm ^2^ ,对于多股铜导线不小于1.0mm ^2^ (连接电子器件的小电流,低电平威廉希尔官方网站 允许采用小于上述截面的铜导线),接地线采用2.5 mm^2^单股硬线或2.5 mm^2^多股软线。
8.行线前根据需要,量好线的长度再落料,并随时利用短线,以免浪费。
9.落料好的导线须拉勒挺直,使行线做到“平”、“齐”、“牢”、的要求。
10.按照图纸设计的回路编号,打印清晰正确的塑料套管。
11.按照图纸要求,导线两端套上号码管(元件本身接点间的连线可不套号码管),数字和字母顺序应从左到右、自下而上按图1要求:
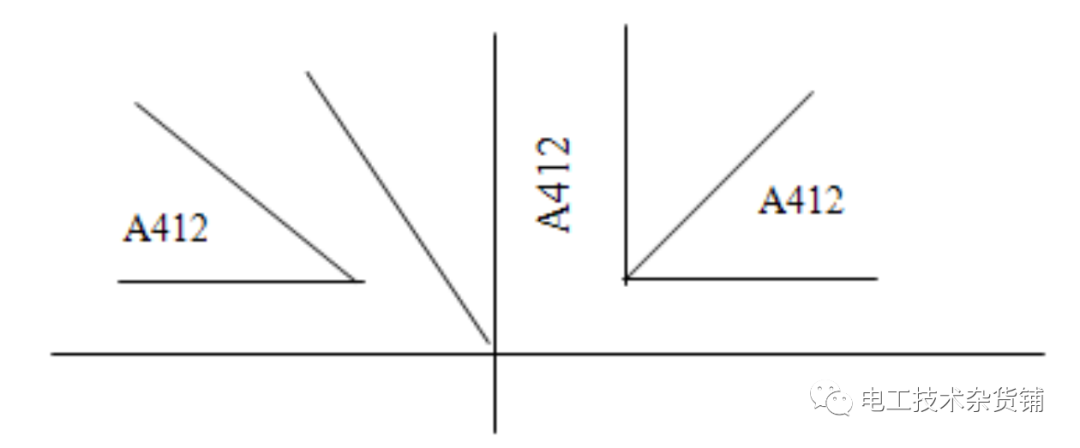
图1
12.所有电器元件均用不干胶纸标签,按照行线图标上清晰正确的件代号的编号,一般可直接牢固地粘贴在屏后靠近该元件安装位置上方或周围其它较明显的地方,标签粘贴力求整齐一致。
四、工艺过程。
1.导线的行线顺序从上到下,从里往外,导线头剥去绝缘层时不得损伤导线。与接点连接后裸露部分不超过垫圈1毫米,也不许将绝缘层接入接点。
2.使用多股导线时,剥去绝缘层的芯线不许有断芯,采用冷轧线钳压制冷压端头,冷端头一般采用OT型,特殊情况如接线端子或电度表可用UT型或IT型,冷压端头的穿线孔和导线截面应符合,不允许小孔穿大线或大孔穿小线,连接孔和螺钉直径也应相符,不允许大孔穿小螺钉。
3.导线端部用尖嘴钳按顺时针方向弯成环形与元件连接,环形内径应比连接螺钉直径大1mm,当连接处为瓦形垫圈或插孔时可不必弯圈,但需并紧,连接处必须拧紧无松动。
4.导线与电器元件接点连接时,一个接点最多不超过二根导线,当个别情况需要连接二根以上导线时应用垫圈分层和配置弹簧垫圈压紧,或多根导线并连后与适宜的铜接头端头用焊锡焊接牢固后,再与元件接点连接。
5.行走好的导线采用尼龙丝捆扎牢固,并在适当位置用线夹固定,线束不得晃动,应与骨架垂直或平行,层次分明,整齐美观(一般每节相距30~50mm,两固定点间距横向不超过300mm,纵向不超过400mm)。
6.行线时可按具体情况做到上、下、左、右笔直的线路放在前面(屏前),有曲折的线放在后面,然后再分路,分路部分导线束的弯头处应弯成圆角同一屏(柜)内圆势应力求一致。
行线形式参考如下:
4.6.1 到继电器或接线端子处,原则上以圆势连接,尽量避免直接接入。如图2所示。

图2
4.6.2 分路部分到双排仪表的线束,可中间分线。如图3所示。

图3
4.6.3 分路部分到单排仪表的线束。如图4、图5所示。

图4

图5
4.6.4 分路部分到按扭、信号灯、焙断器、控制开关等组件的线束布置原则上按横向对称行走,如图6所示。但如受到位置上的限制,允许直向对称行走。

图6
7.导线行线时,尽量减少弯曲和交叉,交叉时应从短到长,从横到竖将一个方向行线定后再进行另一个方向。
8.导线需穿越金属板孔或金属结构件时,应在穿越部分套上大小长度适宜的塑料管。
9.导线与金属板应保持6mm以上间隙,遇到故障处则应弯曲越过脱空5~10mm,导线的弯曲内径不小于3倍线径,弯曲时禁用带齿钳子,以防损坏绝缘。
10.导线跨越门等有移动的地方,必须采用不小于1.0 mm^2^的多股铜线,并留有足够的长度(以两端线牌固定后门打900时,线束不过分拉紧为限),并且宜将线束套以大小,长度适宜的塑料套管或加缠软塑料包带二层。
11.导线中途不允许有焊接或铰接接头,允许在设备接头或端子上分接连接接上。
12.二次接线与一次回路的带电体之间的电气绝缘距离如表:
| 类别 | 配电柜、动力箱 | 照明箱 |
|---|---|---|
| 绝缘距离(mm) | >12~20 | >10 |
13.同一类型号多台生产时,行线的方式应做到统一,以便检修。
五、检查
行线工作结束后应校核如下工作:
1.导线的线规和号码套管,二次电器元件的标号是否符全图纸要求。
2.导线和各电器元件的联接点是否拧紧。
3.同一型号规格的产品行线形式是否一致。
4.清理柜内和工作场地。
-
智能开关柜操控装置设计及应用2011-01-21 928
-
高压开关柜二次回路讲解2017-11-28 44737
-
开关柜二次回路原理图说明及分类2018-05-07 30254
-
高压开关柜闭锁作用2018-09-19 10916
-
开关柜的二次回路详解2019-06-05 5345
-
中置式开关柜具有什么作用及应用优势2019-11-26 8433
-
高压开关柜的运行维护注意事项2020-04-11 4449
-
环保化、小型化一二次融合的新型开关柜2020-05-08 6384
-
高压开关柜的标准规范是怎样的2021-04-23 7732
-
开关柜智能操控装置作用及应用2021-11-02 3311
-
开关柜智能操控装置简介2022-09-14 2065
-
三分钟带你看懂开关柜2022-11-15 3402
-
一文搞懂开关柜!2023-01-03 3551
-
开关柜内部元器件介绍2023-06-21 1910
-
高压开关柜二次图讲解2023-12-11 1306
全部0条评论

快来发表一下你的评论吧 !
