

贴片机视觉对位系统
PCB设计
描述
视觉系统的基本组成如图1所示。系统一般由3台相互独立的CCD成像单元、光源、图像采集卡、图像处理专用计算机和主控计算机系统等单元组成。为了适应不同元器件,提高视觉系统的和速度,把检测对中像机设计成为针对小型Chip元件的小视野高分辨力的照相机CCD1和针对大型IC的大视野低分辨力的照相机CCD2,CCD3为基准定位(MARK点搜寻)照相机。当吸嘴中心到达检测对中像机的视野中心位置时发出触发信号获取图像,在触发的同时对应光源闪亮。
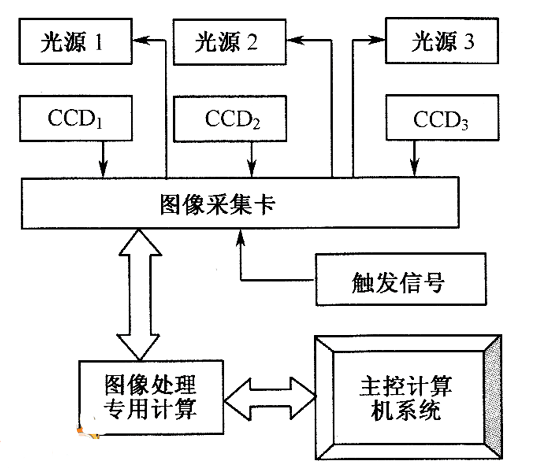
图1 视觉系统硬件示意图
贴片机视觉系统定位示意图如图2所示。当一块新的待贴装PCB通过送板机构传送到指定位置圃定起来,安装在贴片头上的基准(MARK点)照相机CCD3在相应的区域通过图像识别算法搜寻出MARK点,并由系统软件计算出其在坐标系中的坐标,同时将相应的元器件应贴装的位置数据送给主控计算机。当相应的贴装元器件拾取后,经过元件照相机时, 照相机对元器件检测,得到其在拾取后位置坐标并送给主控计算机,与目标位置比较,得到贴装头应移动的位置和转角,在贴装前进行位置和转角的调整,从而实现视觉对中的目的。
1一贴片头2一吸嘴 3一元件 4一印制板定位标记(MARK) 5—PCB 6一元件贴装位置 7-元器件照相机 8-MARK点照相机
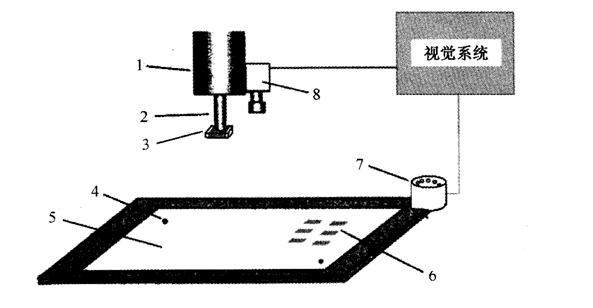
图2 贴片机视觉系统定位示意图
激光检测对位
激光检测是指从光源产生一适中的光束照射在元件上来测量元件投射的影响。这种方法可以测量元件的尺寸、形状以及吸嘴中心轴的偏差。
激光检测优点是速度快,因为元件不需要从摄像机上方走过。但其主要缺陷是不能对引脚和密脚元件作引脚检查,因此主要用于对片状元件的检测。20世纪90年代激光对位技术推出时只能处理7 mmx7 mm的元件, 目前第2代激光对位系统处理元件尺寸增至18 mm×18 mm,可识别更多的形状,也有显著提高,如图3所示。
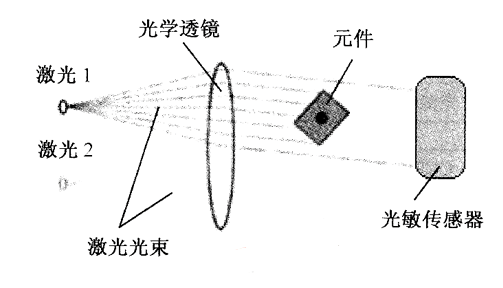
图3 激光检测系统定位示意图
-
典型贴片机的视觉控制系统图示2018-09-03 0
-
贴片机的3个系统2018-09-03 0
-
贴片机检测的调整确定2018-09-07 0
-
贴片机视觉系统的基本组成2018-09-07 0
-
多功能贴片机的视觉系统2018-11-22 0
-
贴片机视觉系统组成2018-11-27 0
-
贴片机视觉系统有哪些种类?2019-10-21 0
-
基于视觉的高速高精度贴片机系统的程序实现2015-11-10 753
-
贴片机的作用2018-12-13 15508
-
贴片机光学对中系统技术的结构组成及应用特点2020-03-10 3299
-
中速贴片机和高速贴片机的区分方法是什么2021-01-16 2838
-
视觉定位系统在贴片机中的使用与原理作用2022-12-05 2387
-
视觉系统技术在贴片机中的原理及作用2022-12-06 2022
-
如何选购贴片机2023-08-18 1171
全部0条评论

快来发表一下你的评论吧 !
