

PLC编程:从入门到精通的10个建议
工业控制
描述
在自动化和工业控制领域,PLC(可编程逻辑控制器)是不可或缺的重要组件。通过编程,PLC可以实现各种复杂的控制逻辑,优化生产流程,提高生产效率。本文将为你提供10条关于PLC编程的建议,从基础到高级,帮助你更好地进行PLC编程。
一、控制模式选择
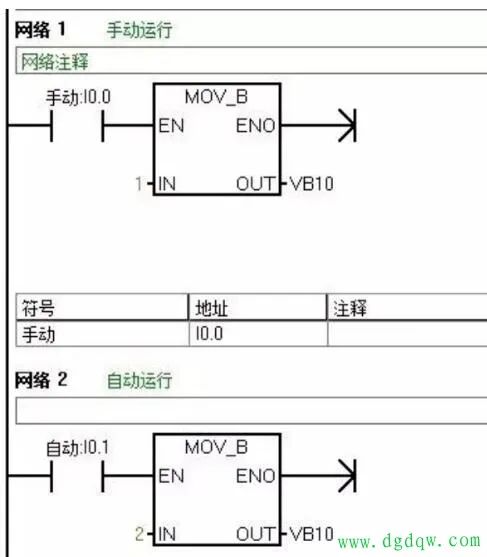
在监控系统中,我们经常需要在“手动”和“自动”等控制模式之间进行切换。在程序设计中,我们可以使用MOV指令来实现这一需求。例如,当选择“手动”模式时,将常数1MOV到一个寄存器VB10中;当选择“自动”模式时,将常数2MOV到同一寄存器VB10。通过判断寄存器的数据,我们可以确定系统当前的控制模式。这种方式简单易懂,且不易出错。
二、模拟量控制
当程序中涉及到模拟量控制时,如果读取的模拟量数据误差较小,可以采用时间滤波的方式进行数据处理;若误差较大,则需要采用其他滤波方法,如平均值滤波等。这需要查阅相关资料,了解各种滤波方法的适用场景和优缺点。
三、程序调试
在程序调试过程中,特别是设备改造时,当某些条件满足但输出线圈不接通时,需要检查程序是否被其他语句(如JUMP、GO TO等)所影响。另外,中断程序后可能会出现条件满足但输出不接通的情况,这通常是因为该段程序未被扫描。因此,在编程时应尽量避免使用不被扫描的程序段。
四、顺序控制
对于顺序控制程序,可以采用+10+10的控制模式。预置一个寄存器,在初始化时将其值设为0。当系统启动后,对寄存器加10,此时寄存器值为10,表示第一个动作开始;完成该动作后,再对寄存器加10,此时寄存器值为20,表示第二个动作开始;以此类推,根据寄存器的值可以判断当前需要执行的动作。这种控制模式简单明了,易于理解和维护。
五、故障处理
在设计程序时,应考虑到工艺上的故障情况。当出现故障时,应保持故障现象并发出报警信号,直到操作人员复位。这有助于操作人员及时发现并处理故障,避免因程序问题导致的生产事故。在新的系统设计时,应特别注意这一点。
六、子模块化设计
对于经常调用的子程序,可以将其设计成子模块,以便于频繁调用。这可以提高程序的复用性,减少代码冗余,提高程序的可维护性。
七、超节拍保护
由于生产机械在工作循环中各工步动作都有一定的时间限制,可以以这些时间为参考,在工步动作开始的同时起动一个定时器。定时器的设定时间比正常情况下该动作持续的时间长20%~30%,以防止设备超时运转。当设备某工步动作时间超过规定时间仍未转入下一工步时,定时器发出故障信号,停止正常工作循环程序并起动报警或停机程序。这种超节拍保护可以有效防止设备过载和生产事故的发生。
八、输入信号设计
对于一些安全用检测开关(如急停按钮、安全光幕、极限开关等),建议使用常闭(NC)输入信号设计。这样在开关处于正常状态时,输入信号为低电平信号,有效降低了设备误动作的风险。
九、输出设计原则
在进行输出设计时,应遵循“宁可不动,不要乱动”的原则。确保输出设备仅在需要动作时才动作,避免不必要的误操作对设备和生产造成影响。同时也要注意避免设备长时间运行或频繁启停的情况发生。
十、轮换与累计功能
对于单台设备控制而言,为了确保设备的稳定运行和延长使用寿命,需要进行定期的轮换运行。单台设备在运行满24小时后必须进行轮换操作。此外,设备运行时间累计功能也是必要的。如果设备由上位机设定启/停顺序除外,操作人员可自行设定设备的启/停时间顺序和运行时间累计功能。通过这些措施可以确保设备的稳定运行和延长使用寿命。
审核编辑:黄飞
-
Altium designer10从入门到精通2015-07-19 0
-
shell编程从入门到精通2012-11-02 0
-
ALTIUM DESIGNER 10从入门到精通2016-04-16 0
-
TwinCAT 2.0从入门到精通2021-09-09 0
-
DSP从入门到精通全集2006-03-30 14790
-
nios从入门到精通2010-07-08 683
-
Ubuntu从入门到精通2015-10-30 1664
-
Unity5 从入门到精通2016-04-18 1266
-
开关电容威廉希尔官方网站 从入门到精通2016-12-29 1827
-
C游戏编程从入门到精通2017-03-31 1657
-
教你如何使用CCS进行DSP编程-从入门到精通2017-10-23 1160
-
西门子PLC从入门到精通的教程免费下载2018-11-06 3400
-
c语言游戏编程从入门到精通312
-
21个三菱PLC编程实例2022-10-25 10136
-
Android Studio从入门到精通2023-08-14 451
全部0条评论

快来发表一下你的评论吧 !
