

一文解析CA500伺服系统在数控折弯机上的应用
电子说
描述
传统的数控折弯机液压系统多采用普通三相异步电机驱动油泵,能耗大、温升高、效率低、部件易损坏。随着节能减排日益受到重视,使用电液伺服系统驱动油泵的新型数控折弯机应运而生。本文拟结合四方CA500伺服驱动器搭配CM500伺服电机,介绍一种针对数控折弯机液压系统的电液伺服调速方案,有效降低系统能耗及液压油的温升,同时提高了设备运行可靠性。
电液伺服系统的特点
电液伺服系统是指以伺服元件(伺服阀或伺服泵)为控制核心的液压控制系统,它通常由指令装置、控制器、放大器、液压源、伺服元件、执行元件、反馈传感器及负载组成。
(1)伺服系统是一个位置跟踪系统。输出位移自动地跟随输入位移的变化规律而变化,体现为位置跟随运动。
(2)伺服系统是一个功率放大系统。推动滑阀阀芯所需的功率很小,而系统的输出功率却可以很大,可带动较大的负载运动。
(3)伺服系统是一个负反馈系统。输出位移之所以能够精确地复现输入位移的变化。是因为控制滑阀的阀体和液压缸体固连在一起,构成了一个负反馈控制通路。液压缸输出位移,通过这个反馈通路回输给滑阀阀体,并与输入位移相比较。从而逐渐减小和消除输出位移和输入位移之间的偏差,直到两者相同为止。因此负反馈环节是液压伺服系统中必不可少的重要环节。负反馈也是自动控制系统具有的主要特征。
电液伺服系统工作原理
电液伺服系统是一个有误差系统。当液压缸位移和阀芯位移之间不存在偏差时,系统就处于静止状态。由此可见,若使液压缸克服工作阻力并以一定的速度运动,首先必须保证滑阀有一定的阀口开度,这就是电液伺服系统工作的必要条件。液压缸运动的结果总是力图减少这个误差,但在其工作的任何时刻也不可能完全消除这个误差。没有误差,伺服系统就不能工作。
电液伺服系统的基本原理是:反馈信号与输入信号相比较得出偏差信号,利用该偏差信号控制液压能源输入到系统的能量,使系统向着减小偏差的方向变化,直至偏差等于零或足够小,从而使系统的实际输出与希望值相符。
CA500伺服系统在数控折弯机上的应用
一、工艺简介
数控折弯机的一个工作循环可分为快下、慢下、保压、卸荷、返程这几个状态。设备工作时,系统控制油泵运转,并配合液压油路控制单元的工作,从而控制液压系统的流量,达到各工作状态下的合理压力值。其具体工作流程如下:
机器滑块快速下行时,压力油通过液压阀组进入油缸上腔,油缸下腔的油液经液压阀组返回到液压泵中,机器的滑块因自重快速下降,被打开的充液阀对油缸上腔进行充液;机器滑块低速工进时,压力油通过液压阀组流入油缸上腔继续推动滑块下降;当机器滑块返程时,压力油经液压阀组进入油缸下腔,油缸活塞杆拉动滑块上升,油缸上腔油液通过打开的充液阀流回油箱,至此完成一次工作循环。
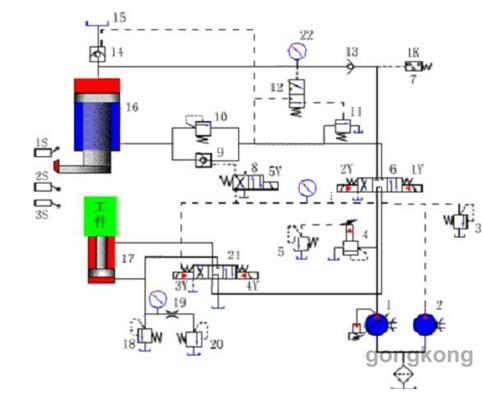
图一、数控折弯机液压原理图
二、系统方案
传统折弯机的液压系统通过定量泵和比例换向阀来调节系统的流量,由于系统需要的实际流量是变化的,而油泵输出流量是恒定的,因此必定有一部分流量需要溢流,产生能量损失;另一方面,阀控液压系统的设定压力总是要高于实际需要的压力,这也造成了能量的损失。同时节流调速方式存在主压力阀溢流,造成噪音及液压油的发热量较大,温升较高,降低了液压油的使用寿命,增加了维护成本。
针对传统折弯机液压系统的缺点,以及设备的成型工序、工艺特点,设计了采用四方CA500伺服驱动器、CM500伺服电机以及齿轮泵来调节液压系统流量及压力的控制系统。
具体系统方案如下:
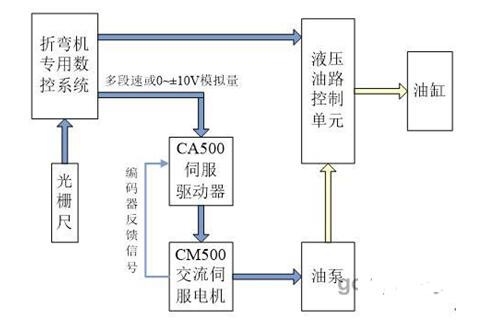
图二、系统方案图
数控系统根据光栅尺的位置反馈经由特点算法得出系统所需流量、压力大小,对应输出0~±10V模拟量控制信号给到CA500,实时调整油泵的转速,并配合液压油路控制单元的工作,满足不同工序端的压力及流量需求。
方案采用容积调速的原理,通过调节伺服电机的转速来改变油泵的流量及系统压力,避免了传统节流调速方案所造成的能量损耗,特别是在保压和卸荷阶段,油液的输出很小,油泵几乎可以停止运转,极大程度减少了能量损耗。同时伺服驱动系统的响应时间更短,设备工作时快下和返程速度更快,效率更高。
三、系统配线方案及说明
1、 电气接线图如下:
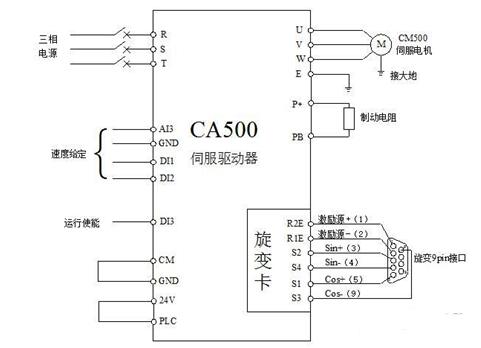
图三、电气接线图
2、主要设定参数:

3、方案优势:
※ CA500伺服驱动器采用重载型设计,低频转矩大,动态响应快,过载能力强,可120%负载长期运行;
※ CM500伺服电机采用高性能稀土永磁材料,抗去磁能力强。电机转子采用特殊结构和工艺,外壳防护等级为IP54,绝缘等级为F级,保证系统运行的可靠性;
※ 泵控技术代替常规阀控技术,消除节流损耗,节能效果显著,节能率可达25%。
※ 降低了液压油的温升,延长了液压油的使用寿命,减少系统维护成本;
※ 折弯机快下、慢下、保压、卸荷、返程各工序段运行时噪音明显下降,改善工作环境;
※ 简化的调试功能(四方电机免调试),最大程度减少客户调试参数,安装使用方便。
四、小结
本文介绍了一种基于四方CA500系列伺服驱动器和CM500伺服电机的数控折弯机电液伺服方案。该方案有效降低了系统能耗,运行噪音小、系统响应快,提高了效率,且运行稳定可靠,保护功能强大,操作简单方便。既能够满足折弯机成型工艺要求,提高产品质量和产量,又减少了设备维护费用,为用户创造了良好的经济效益,目前已批量应用于多个数控折弯机伺服系统。
- 相关推荐
- 伺服系统
-
DM51 DELEM折弯机数控系统2020-04-08 0
-
数控机床的伺服系统2008-09-01 907
-
进给伺服系统2009-02-16 647
-
PSO算法在数控机床交流伺服系统PID参数优化中的应用2009-05-16 611
-
信捷产品在折弯机系统中的应用2009-06-20 945
-
基于Simulink的数控伺服系统仿真和研究2017-01-02 893
-
折弯机远程监控系统2017-11-13 664
-
数控折弯机工作原理和使用方法详解2018-05-02 65333
-
一文读懂数控伺服系统的作用2018-06-01 11250
-
机器人在数控折弯机上的应用2020-06-18 1342
-
折弯机如何实现折弯效果2022-11-01 1060
-
数控机床对伺服系统的要求有哪些?2024-06-14 1180
全部0条评论

快来发表一下你的评论吧 !
