

海为PLC在卷板机中的应用设计
工业控制
描述
一、项目背景
卷板机(Rolling Machine)是对板材进行连续点弯曲的塑形机床,具有卷制O型、U型、多段R等不同形状板材的功能。在造船、化工、锅炉、水电、压力容器、航空、水电、装潢、金属等行业中,有着广泛的运用。
本卷板机通过液压缸内的液压油作用于活塞作垂直升降运动,通过主减速机的末级齿轮带动固定侧做旋转运动,为卷制板材提供扭矩。它主要生产O型管,生产出的O型管用于解决由于设备老旧、管理疏忽等造成的水电站涵洞漏水、垮坝等问题。施工时只需将O型管套进原有的涵洞管道,再进行混凝土、水泥砂浆回填即可,具有工程量小、工期短等优点。
二、选型及现场控制柜图
经过统计本次要求15 DI,11 DO,包含两路高速脉冲输入的PLC,因此选用海为的T32S0T的标准型主机,其产品参数如下所示:
图1 T32S0T功能参数
T32S0T具有16DI/16D0,满足现场需求还留有余量;主机自带的RS232和RS485通讯端口,RS232用来跟触摸屏通讯,RS485用来监控程序;自带的2路200K高速脉冲输入,接AB相编码器脉冲,用来调整两个棍轮的速度。下面是控制柜的现场图:
图2 控制柜内部图
图3 操作台
三、卷板机原理及工艺流程
卷板是使板材通过旋转轴辊而弯曲成形的方法。规格平整的塑性金属板通过卷板机的三根工作辊(二根下辊为翻转侧、一根上辊为固定侧)之间,借助固定侧的下压及翻转侧的旋转运动,使金属板经过多道次连续弯曲(内层压缩变形,中层不变,外层拉伸变形),产生永久性的塑性变形,卷制成所需要的圆筒。产品的形成大体可分为以下4个步骤:
图4 卷板机原理示意图
1、预弯:卷板时平板两端各有一段长度由于接触不到固定侧而不发生弯曲,要形成一个完整的0型管,就必须要对这一部分做一个预先处理,使平板的前端呈弯曲状态。
2、对中:对中的目的是使工件母线与辊筒轴平行,防止产生扭斜。
3、卷圆:卷圆是产品成形的主过程,分一次进给与多次进给两种,卷制厚板常用多次进给。
4、矫圆:矫圆的目的是尽可能使整圆曲率均匀一致,保证产品质量。
图5 卷制成型的O型管
图6 将缝隙焊接形成无缺口的O型管
四、部分程序及解析
使用HHSC指令测量翻转侧和固定侧的实时位置。
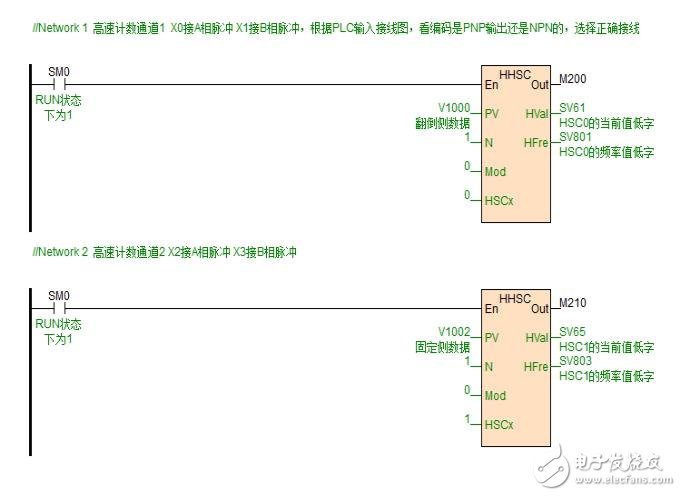
图7 高速计数部分程序
控制固定侧和翻转侧的运动卷制0型管,将翻转侧和固定侧的位置做减法 ,并且取绝对值,当绝对值大于2mm,则停下走得较快的电机。如果通道0大于通道1,则通道0停下;如果通道1大于通道0,则通道1停下;停下后,当走得慢的通道持续走动,脉冲数开始增加,直到两者的差值在0.1mm内,之前停下的那台又开启工作,如此循环往复完成O型管的卷制。
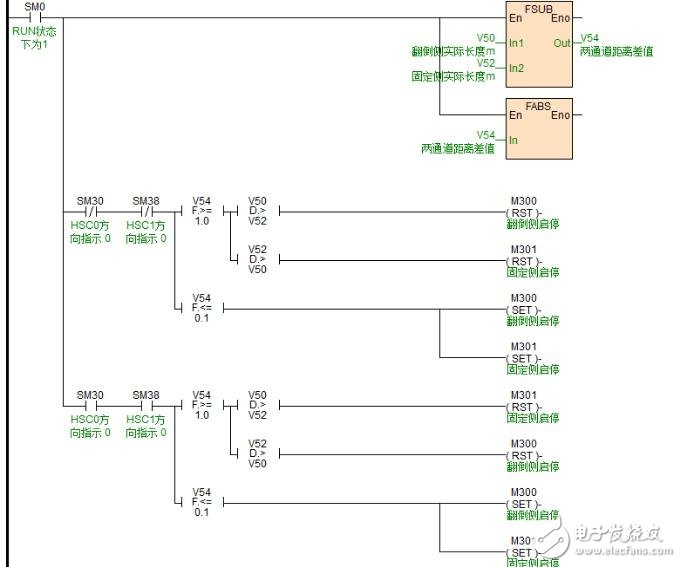
图8 控制卷板机固定侧和旋转侧启停的部分程序
-
台达机电产品上辊万能卷板机解决方案2009-06-16 830
-
亚智收板机plc程序2016-12-10 984
-
海为PLC在光伏发电中的应用2017-10-05 934
-
海为PLC在高校教学实践中的应用2017-10-06 605
-
海为PLC在卷板机上的应用2017-10-06 407
-
海为PLC精彩应用案例及使用体会2017-10-06 725
-
海为PLC在顺序控制上的应用2017-10-06 725
-
海为PLC在自动包装线中的应用2017-10-06 753
-
海为PLC与三菱PLC通讯介绍2017-10-09 1304
-
海为PLC在沸腾炉中的应用2017-10-09 622
-
卷板机轴承室磨损20mm如何在线快速修复2021-11-22 571
-
卷板机轴承孔磨损的修复方法2022-06-23 326
-
卷板机轴承孔磨损的修复2022-07-14 325
-
卷板机轴承孔磨损如何修复2023-06-01 138
-
海为PLC选型手册2024-05-08 224
全部0条评论

快来发表一下你的评论吧 !
