

了解铅和无铅波峰焊中使用的焊接技术之间的区别
描述
在PCB组装过程中,波峰焊在固定印刷威廉希尔官方网站 板上的元件方面起着决定性的作用。随着制造技术的逐步升级和人们的环保意识的提升,波峰焊进一步分为铅波焊和无铅波焊。内容差异肯定会带来制造技术方面的差异,只是为了确保最佳质量。因此,了解铅和无铅波峰焊中使用的焊接技术之间的区别非常重要。
焊料含量对比
•铅波焊中常用的焊料
a。共晶焊料:Sn37Pb 。它表现为单一均相,熔点为183℃,由两相(Sn和Pb)以不同的熔点混合。
b。焊料:Sn36Pb2Ag 。在SnPb焊料中混合了一点Ag,用于以下两个目的:
目标#1:它可以降低焊料的熔化温度,如熔点为179°C的Sn36Pb2Ag,提高扩散性和焊接强度,使焊点美观闪亮。这种类型的焊料适用于石英晶体单元,陶瓷器件,热敏电阻,厚膜器件,集成威廉希尔官方网站
(IC)和镀有Ag的元件。
目标#2:阻止焊料和Ag在基座上相互扩散金属,Ag需要预先添加到焊料中。因此,可以阻止Ag在陶瓷和云母上扩散,Ag层不会剥落,这是这类焊料的主要应用特征。
•无铅波峰焊中常用的焊料
a。合金Sn3.0Ag0.5Cu(简称为SAC305)。它现在是熔化温度范围为217°C至220°C的行业中应用最广泛的元素。 Sn3.8Ag0.7Cu(简称为SAC387)是SnAgCu合金的单晶元素,熔点为217℃。
b。合金Sn0.7Cu 。 Sn0.7Cu作为SnCu系列合金的单晶元素,其熔化温度为227°C,比SAC305高9°C。因此,当焊接温度超过250°C时,它将不再适用于回流焊接。
波峰焊接工艺窗口
•引线波峰焊接
a。关于Sn37Pb的共晶焊料:
1)。波峰焊温度。在Sn37Pb共晶合金的焊接温度方面,它应比熔化温度高37°C。因此,理论焊接温度为220°C(183°C加37°C)。
焊接温度与焊接过程中焊锡浴的温度不相同。在波峰焊的整个过程中,熔化温度是焊锡浴温度和焊接工作温度之间的温度。为确保焊料具有出色的润湿性,在达到最低润湿温度后,焊锡浴温度必须进一步提高到250°C左右,以弥补其他热损失,从而在波峰焊中实现热平衡。
2)。波峰焊时间。为了获得最佳的波峰焊效果,焊点应在波峰焊中浸泡2到4秒。
b。对于Sn36Pb2Ag的焊料,可以使用Sn37Pb焊料作为参考来设置其波峰焊接工艺窗口。
•无铅波峰焊接
无铅波峰焊的温度选择是克服无铅焊料润湿性不足的重要方法。根据波峰焊接过程中的最佳润湿温度范围,通常情况下应选择比最高熔化温度高50°C的温度。因此,通常使用的推荐无铅焊料处理窗口如下所示,以获得最佳的润湿性捕获。
a。关于SAC305的焊料:
1)。波峰焊温度:250°C至260°C
2)。波峰焊时间:建议时间为3至5秒
b。关于合金Sn0.7Cu :
1)。波峰焊温度:260°C至270°C
2)。波峰焊时间:相当于SAC305
磁通和预热
1。有机酸水基焊剂用于高活性的无铅波峰焊。
2。涂层重量与铅波焊接相同。
| 项目 | 引导波焊接 | 无铅波峰焊接 |
|
磁通类型和 涂层重量 |
1。有机酸醇基免洗助焊剂用于低活性的铅波焊。 2。使用的助焊剂含量应控制在300至750mg/dm 2 的范围内。 |
|
| 预热温度 | 在预热结束时,PCB的表面温度应控制在温度范围为70至80°C。 | 在预热结束时,PCB的表面温度应控制在100至130°C的范围内。 |
| 预热模式 |
根据实际情况可以应用一到三个预热区,每个预热区长度为600mm。 1。在第一预热区,应用中波波长红外加热装置,能够提供令人满意的红外能量和波长,以激活助焊剂中的活性物质,并阻止溶剂在开始阶段从材料中蒸发。第二和第三预热区利用强制对流加热,可以在进行波峰焊之前消除过量溶剂。 |
根据实际情况可以应用一到四个预热区,每个预热区为600mm长。结果1。在第一预热区,应用中波波长红外加热装置,能够提供令人满意的红外能量和波长,以激活助焊剂中的活性物质,并阻止溶剂在开始阶段从材料中蒸发。第二到第四预热区利用强制对流加热,以便在进行波峰焊之前可以消除过量的水。 |
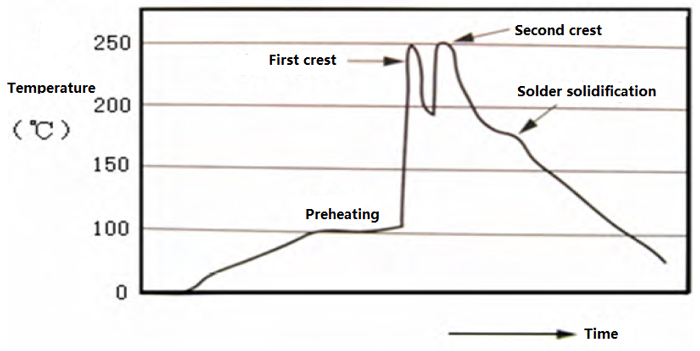
波峰焊时间 - 温度曲线
波峰焊技术工艺参数主要集中在波峰焊的时间 - 温度曲线上。
•引线波峰焊接
当焊接Sn37Pb用作波峰焊中的焊料时,时间 - 温度曲线如下所示。
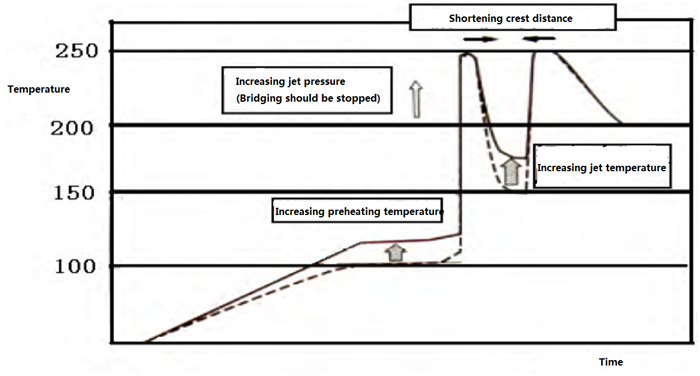
•无铅波峰焊接
由于无铅焊料等由于SAC305的润湿性比Sn37Pb差,因此当通孔元件经过波峰焊接时,往往会产生通孔缺陷。因此,必须对无铅波峰焊的时间 - 温度曲线进行一些修改,如下图所示。
波峰焊中的铜杂质控制
在波峰焊的焊锡槽中,随着铜含量变化0.2(wt)%,液相温度最多变化6°C。如此大的变化将导致液体焊料在性能不一致方面进行大的修改。此外,焊料流动性变得越来越低,损害波浪工艺的机械功能,同时焊接缺陷起来如桥接。因此,控制焊锡槽中的杂质铜非常重要。
•引线波峰焊接
铅波焊接焊锡槽中铜的控制基于以下两种物理现象:
a。密度差。当铜元素在焊料浴中熔化时,它将作为Cu 6 Sn 5 的金属化合物形式存在。由于Sn37Pb的密度为8.5g/cm 3 ,因此Cu 6 Sn 5 8.3 g/cm 3 ,后者漂浮在焊料槽中的液态Sn37Pb表面。
b。熔点差。 Cu 6 Sn 5 的熔点比Sn37Pb的熔点高5至10℃,比SnPb的熔点高5至10℃。结果,焊料浴温度可以降低到低于Cu6Sn5的熔点温度,然后使用特殊工具来拾取铜和锡的铜,然后将其消除。最后,将利用具有高纯度的原始生态焊料来补充焊料浴。
•无铅波峰焊接
期间无铅波峰焊的工艺,当焊料中铜作为杂质达到1.55(wt)%时,建议焊料升级。因为一旦超过这个值,大多数无铅合金的润湿性都会急剧下降。就无铅波峰焊而言,SnCu化合物Cu 6 Sn 5 ,密度为8.3g/cm 3 ,高于SnAgCu和SnCu,导致SnCu化合物Cu 6 Sn 5 不能通过在液体焊料中散射而浮起,产生如此多的焊接缺陷。
b。就无铅波峰焊而言,当铜熔化成焊锡槽的速度和PCB焊锡槽中的铜与新供给焊料的稀释效应抵消时,焊锡槽中的铜含量将达到动态平衡,焊接必须在氮气保护下立即进行。
-
回流焊 VS波峰焊2015-01-27 0
-
PCBA组件腐蚀失效给波峰焊无铅焊锡条的启示与建议2016-04-29 0
-
SMT有铅工艺和无铅工艺的区别2016-05-25 0
-
微谈波峰焊料对焊接质量的影响2017-06-21 0
-
深圳smt贴片加工中波峰焊的温度控制2018-01-03 0
-
新型无铅波峰焊机助力无铅化环保型发展2018-08-28 0
-
无铅波峰焊接工艺技术与设备2006-04-16 715
-
无铅波峰焊焊接有什么缺点2017-12-21 3383
-
在波峰焊和铅波峰焊接工艺中预热的主要作用是什么2020-04-09 3844
-
从哪些方面进行提高无铅波峰焊接的质量2020-04-16 3318
-
无铅波峰焊使用寿命与外界哪些因素相关2020-06-03 4173
-
无铅波峰焊温度设置规范及建议2022-04-16 4442
-
波峰焊与回流焊焊接方式的区别2023-12-21 4022
全部0条评论

快来发表一下你的评论吧 !
