

助焊剂选择与使用
焊接与组装
描述
助焊剂(flux):在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。助焊剂可分为固体、液体和气体。主要有“辅助热传导”、“去除氧化物”、“降低被焊接材质表面张力”、“去除被焊接材质表面油污、增大焊接面积”、“防止再氧化”等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。
助焊剂的选用
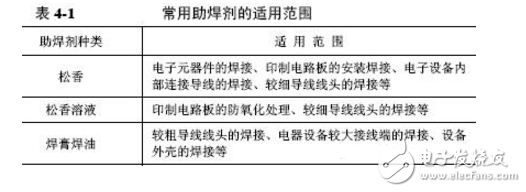
助焊剂的作用是改善焊接性能、增强焊接牢固度。助焊剂能够去除金属表面的氧化物并防止其继续氧化,增强焊料与金属表面的活性从而增加浸润能力和附着力。助焊剂有强酸性焊剂、弱酸性焊剂、中性焊剂等种类。电工常用助焊剂有松香、松香溶液、焊膏焊油等,其适用范围如表所示,可根据不同的焊接对象合理选用。焊膏焊油等具有一定的腐蚀性,不可用于焊接电子元器件和威廉希尔官方网站 板,焊接完毕应将焊接处残留的焊膏焊油等擦拭干净。
元器件引脚镀锡时应选用松香作助焊剂。印制威廉希尔官方网站 板上已涂有松香溶液的,元器件焊入时不必再用助焊剂。
对于使用厂商来说,因为助焊剂的成份是没有办法做出测试的。如果要想了解助焊剂溶剂是否挥发,可以简单的从比重上测量,如果比重增大很多,就可以断定溶剂有所挥发。选择助焊剂时,有以下几点建议给使用厂商:
一,闻气味
初步断定是用何种溶剂如甲醇味道比较小但很呛,异丙醇味道比较重一些,乙醇就有醇香味,虽然说供应商也可能用混合溶剂,但要求供应商提供成份报告,一般他们还是会提供的;但是,异丙醇的价格大概是甲醇的3-4倍,如果和供应商压价的厉害,可能这里面的东西就不好说了
二,确定样品
这也是很多厂商选择助焊剂的最根本的方法,在确认样品时,应要求供应商提供相关参数报告,并与样品对照,如样品确认OK,后续交货时应按原有参数对照,出现异常时应检查比重,酸度值等,助焊剂的发烟量也是很重要的一个指标。
三,助焊剂市场是良莠不齐,选择时对供应商的资质应该进行确切了解,如有必要可以去厂商去看厂,如果是不正规的焊剂厂商,是很怕这一套的。
助焊剂的使用方法
在介绍使用方法之前,我们先讲讲助焊剂的分类。它可以分为无极助焊剂系列,市场上卖的称为“焊油”,使用后千万注意要清洗干净,不然容易产生腐蚀,损坏被焊物。另一类为有机系列助焊剂,能够迅速分解留下无活性残留物。再一类是树脂活性系列助焊剂,这种助焊剂无腐蚀,高绝缘且具有长期稳定性,其中最常用的是在松香焊剂中加入活性剂。
一般来说,铝助焊剂的使用方法还比较简单。首先要在焊件上擦拭酒精去除油渍污渍,然后才可以把助焊剂涂在待焊面上,接着就能焊接了。不过千万要记得焊接后要清洗干净,使用过程中也要注意安全,别让它进入口鼻咽喉和接触皮肤。平时不用时,密封好放在阴凉通风的地方就可以了。
锡条焊接威廉希尔官方网站 的关键,是要把焊接部位清理干净,把松香加热熔化在焊接部位或把助焊剂涂在被焊的物体上,再用烙铁吃上锡后点在要焊的点上面就可以了。
一般,焊小件元件用松香,焊大件元件用助焊剂。威廉希尔官方网站 板上用松香,单件焊接用助焊剂。
说明:
1、密封保存期限為半年,請勿冷凍保存該產品。最佳存储温度:18℃-25℃,最佳存储湿度:75%-85%。
2、助焊劑長期存放後,在使用前應測量其比重,並通過添加稀釋劑來調節比重至正常。
3、溶剂类助焊剂为易燃之化学材料,应在通风良好的环境下作业,并远离火种,避免阳光直射。
4、助焊剂在密封罐中使用时,注意针对波峰炉的性能与产品的特性合理调整喷雾量及喷雾气压。
5、 助焊剂在密封罐中连续添加使用时,助焊剂中会有微量的沉淀物积累在密封罐底部,时间越长,沉淀物积累越多,有可能造成波峰炉喷雾系统堵塞,为了防止沉淀物对波峰炉喷雾系统产生堵塞,影响喷雾量及喷雾状况造成PCB焊锡问题,就需要定期对密封罐、过滤网等喷雾系统进行清洗保养。建议一周进行一次,并将密封罐底部有沉淀物的助焊剂更换。
针对手工焊接操作:
1、尽量不要一次性倒入太多的助焊剂,根据产量的多少添加补充;
2、每隔1小时需添加1/4稀释剂,每隔2小时需添加适量助焊剂;
3、午、晚休息前或在停止使用时,尽量把助焊剂密封盖好;
4、晚上下班前,要把盘里的助焊剂小心倒回桶里装好,并用干净的布清理干净浸盘备用;
5、当用昨天使用过的助焊剂时,同时要补充1/4稀释剂和两倍以上未使用过的新助焊剂,让昨天使用过的助焊剂充份使用完,以免造成浪费。
6、用喷雾、发泡工艺涂布助焊剂时请定期检修空压机之气压,最好能二道以上精密筛检程式过滤空气中水分、油污,使用干燥、无油、无水之清洁压缩空气,以免影响助焊剂的结构和性能。
7、喷雾时须注意喷雾的调整,务必让助焊剂均匀分布在PCB面。
8、锡波平整,PCB不变形,可以得到更均匀的表面效果。
9、过锡的PCB氧化严重时,请进行适当的前处理,以确保品质及焊锡性。
10、开封后的助焊剂应该先密封后再储存,已使用之助焊剂请勿再倒入原包装以确保原液的清洁。
11、报废之助焊剂需请专人处理,不可随意倾倒污染环境。
12、作业过程中,应防止裸板与零件脚端被汗渍、手渍、面霜、油脂类或其他材料污染。焊接完毕未完全干燥前,请保持干净勿用手污染。
13、助焊剂涂布量根据产品的需求而定,单面板的助焊剂建议量为25-55ml/min , 双面板的助焊剂建议量为35-65ml/min。
14、助焊剂为发泡涂布工艺时,要注意控制助焊剂的比重,防止因助焊剂中的溶剂挥发、比重升高,助焊剂的浓度增加而影响助焊剂的结构与性能。建议发泡使用2小时左右时检测助焊剂比重。比重升高时,适量添加稀释剂进行调整,比重控制建议范围为原液规格比重的±0.01。
15、助焊剂的预热温度,单面板板底建议温度:75-105℃(单面板板面建议温度:60-90℃),双面板板底建议温度:85-120℃(双面板板面建议温度:70-95℃)。
16、其它注意事项请参照本公司提供的材料安全规格表(MSDS)。
- 相关推荐
- 助焊剂
-
助焊剂的选择原则2016-08-02 0
-
倒装晶片的组装的助焊剂工艺2018-11-23 0
-
通孔回流焊锡膏的选择2018-11-27 0
-
助焊剂有什么危害2019-12-19 0
-
什么是助焊剂2009-04-10 2414
-
助焊剂的工作原理2009-04-10 9290
-
常用助焊剂的基本要求2009-04-10 3731
-
免清洗助焊剂好用吗_免清洗助焊剂如何使用2017-12-15 14137
-
PCBA产品加工中的助焊剂固体物量的选择2019-10-08 2442
-
如何为SMT加工选择合适的助焊剂2019-11-19 3558
-
波峰焊机如何选择助焊剂2021-06-02 1446
-
SMT贴片加工助焊剂的作用要求2023-09-14 815
-
使用免清洗助焊剂有必要清洗吗?2023-11-22 1517
全部0条评论

快来发表一下你的评论吧 !
