

焊接缺陷及产生的原因
焊接与组装
描述
焊接是大型安装工程建设中的一项关键工作,其质量的好坏、效率的高低直接影响工程的安全运行和制造工期。由于技术工人的水准不同,焊接工艺良莠不齐,容易存在很多的缺陷。现整理缺陷的种类及成因,以减少或防止焊接缺陷的产生,提高工程完成的质量。
一、焊缝尺寸不合要求
焊波粗、外形高低不平、焊缝加强高度过低或过高、焊波宽度不一及
角焊缝单边或下陷量过大等均为焊缝尺寸不合要求,其原因是:
1.焊件坡口角度不当或装配间隙不均匀。
2.焊接电流过大或过小,焊接规范选用不当。
3.运条速度不均匀,焊条(或焊把)角度不当。
二、裂纹
裂纹端部形状尖锐,应力集中严重,对承受交变和冲击载荷、静拉力影响较大,是焊缝中最危险的缺陷。按产生的原因可分为冷裂纹、热裂纹和再热裂纹等。
(冷裂纹)指在200℃以下产生的裂纹,它与氢有密切的关系,其产生的主要原因是:
1.对大厚工件选用预热温度和焊后缓冷措施不合适。
2.焊材选用不合适。
3.焊接接头刚性大,工艺不合理。
4.焊缝及其附近产生脆硬组织。
5.焊接规范选择不当。
(热裂纹)指在300℃以上产生的裂纹(主要是凝固裂纹),其产生的主要原因是:
1.成分的影响。焊接纯奥氏体钢、某些高镍合金钢和有色金属时易出现。
2.焊缝中含有较多的硫等有害杂质元素。
3.焊接条件及接头形式选择不当。
(再热裂纹)即消除应力退火裂纹。指在高强度的焊接区,由于焊后热处理或高温下使用,在热影响区产生的晶间裂纹,其产生的主要原因是:
1.消除应力退火的热处理条件不当。
2.合金成分的影响。如铬钼钒硼等元素具有增大再热裂纹的倾向。
3.焊材、焊接规范选择不当。
4.结构设计不合理造成大的应力集中。
三、气孔
在焊接过程中,因气体来不及及时逸出而在焊缝金属内部或表面所形成的空穴,其产生的原因是:
1.焊条、焊剂烘干不够。
2.焊接工艺不够稳定,电弧电压偏高,电弧过长,焊速过快和电流过小。
3.填充金属和母材表面油、锈等未清除干净。
4.未采用后退法熔化引弧点。
5.预热温度过低。
6.未将引弧和熄弧的位置错开。
7.焊接区保护不良,熔池面积过大。
8.交流电源易出现气孔,直流反接的气孔倾向最小。
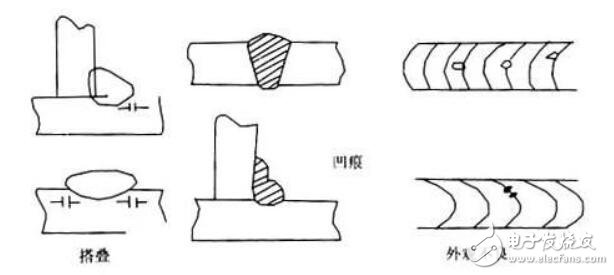
四、焊瘤
在焊接过程中,熔化金属流到焊缝外未熔化的母材上所形成的金属瘤,它改变了焊缝的截面积,对动载不利。其产生的原因是:
1.电弧过长,底层施焊电流过大。
2.立焊时电流过大,运条摆动不当。
3.焊缝装配间隙过大。
五、弧坑
焊缝在收尾处有明显的缺肉和凹陷。其产生的原因是:
1.焊接收弧时操作不当,熄弧时间过短。
2.自动焊时送丝与电源同时切断,没有先停丝再断电。
六、咬边
电弧将焊缝边缘的母材熔化后,没有得到焊缝金属的补充而留下缺口。咬边削弱了接头的受力截面,使接头强度降低,造成应力集中,使可能在咬边处导致破坏。其产生的原因是:
1.电流过大,电弧过长,运条速度不当,电弧热量过高。
2.埋弧焊的电压过低,焊速过高。
3.焊条、焊丝的倾斜角度不正确。
七、夹渣
在焊缝金属内部或熔合线部位存在非金属夹杂物。夹渣对力学性能有影响,影响程度与夹杂的数量和形状有关。其产生的原因是:
1.多层焊时每层焊渣未清除干净。
2.焊件上留有厚锈。
3.焊条药皮的物理性能不当。
4.焊层形状不良,坡口角度设计不当。
5.焊缝的熔宽与熔深之比过小,咬边过深。
6.电流过小,焊速过快,熔渣来不及浮出。
八、未焊透
母材之间或母材与熔敷金属之间存在局部未熔合现象。它一般存在于单面焊的焊缝根部,对应力集中很敏感,对强度疲劳等性能影响较大。其产生的原因是:
1.坡口设计不良,角度小、钝边大、间隙小。
2.焊条、焊丝角度不正确。
3.电流过小,电压过低,焊速过快,电弧过长,有磁偏吹等。
4.焊件上有厚锈未清除干净。
5.埋弧焊时的焊偏。
- 相关推荐
- �
-
印刷威廉希尔官方网站 板焊接缺陷分析2013-08-29 0
-
印刷威廉希尔官方网站 板(PCB)焊接缺陷分析2013-09-17 0
-
PCB板出现焊接缺陷的原因2019-05-08 0
-
翘曲产生的焊接缺陷是什么?2021-04-23 0
-
PCB板焊接缺陷产生的原因及解决措施2009-11-17 1108
-
SMT焊接常见缺陷原因有哪些?2009-11-18 4526
-
无铅波峰焊焊接有什么缺点2017-12-21 3383
-
回流焊接六大缺陷的产生原因及预防方法2020-04-01 10436
-
焊接机器人是否会出现焊接缺陷,该如何解决2021-11-02 1022
-
这些莫名其妙的焊接缺陷,你遇到过几种?2022-10-27 1231
-
镁合金焊接缺陷产生的原因及防治措施2022-12-19 3848
-
smt加工中出现焊接缺陷的原因有哪些?2023-08-10 1022
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 1067
-
焊接质量缺陷产生的主要原因2024-05-15 660
全部0条评论

快来发表一下你的评论吧 !
