

焊条电弧焊焊接手法_焊条电弧焊的焊接过程
焊接与组装
描述
焊条电弧焊的焊接原理
焊条电弧焊是通过焊条引发电弧,用电弧热来熔化焊件而实现焊接的一种熔焊方法,它是目前应用最多、最普遍的焊接方法。
电弧是一种空气导电现象。焊接电弧,就是在焊条与工件之间的气体介质中产生的强烈而持久的放电现象。在焊接过程中,焊条、焊件分别连接在焊接电源的两个电极上,当焊条的焊芯接触到焊件表面时,威廉希尔官方网站 被接通,同时产生很大的短路电流。由于接触处存在一定电阻,根据Q=I2Rt可知,该处将产生大量的热量,这些热量使接触处迅速升温并熔化。当焊条提起2~4mm时,焊条与焊件间的气体介质被电离,产生能导电的电子和正离子。在电场力作用下,电子向阳极运动,正离子向阴极运动,它们不断发生碰撞与复合,使动能转化为热能,从而产生强光和高热量,在焊条端部与焊件之间形成电弧,如图14-1所示。
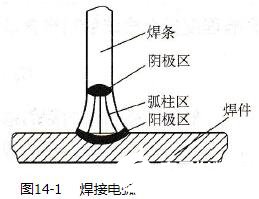
电弧使焊条端部及对应焊件部位同时熔化。焊件金属熔化后形成熔池,焊条金属熔化后形成熔滴。熔滴在重力及电弧吹力作用下进入熔池,与焊件金属熔为一体,凝固后形成焊缝。在焊接过程中,药皮熔化形成熔渣同时产生大量气体,对熔池金属起保护和冶金处理作用。
焊接电弧由阴极区、阳极区和弧柱区三部分组成。阴极区发射电子,温度较低,约为2400K;阳极区接受电子,温度较高,约为2600K;弧柱区中心温度最高,约为6000~8000K。
采用直流弧焊电源(如弧焊整流器)进行焊接时,有正接、反接两种连接方法。正接是焊条接负极,工件接正极的连接方法。由于正极接受电子,产生的热量较多,焊件容易焊透,故这种接法常用于较厚工件的焊接。反接是焊条接正极,工件接负极的连接方法。由于负极发射电子产生的热量较少,焊件不易烧穿,故这种接法常用于焊接较薄的工件。
焊接电弧产生的热量与电弧电压和焊接电流的乘积成正比(即Q=IUt)。通常将电弧稳定燃烧时焊件与焊条之间的电压,称为电弧电压,通常电弧电压在20~35V范围内。由于电弧电压变化较小,故生产中主要是通过调节焊接电流来调节电弧热量的,焊接电流越大,则电弧产生的总热量就越多,反之,总热量就越少。
焊条电弧焊焊接手法
引弧手法
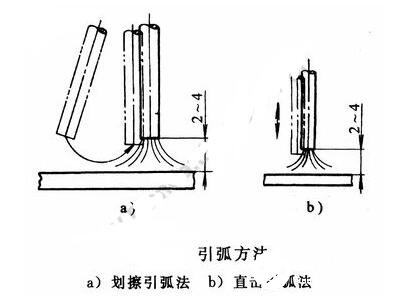
焊条电弧焊的引弧方法有两种:一种是划擦法,这种方法容易掌握,但容易损坏焊件的表面;另一种是直击法,这种方法必须熟练地掌握好焊条离开焊件的速度和距离。
划擦法:先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻微划擦,引燃电弧,然后迅速将焊条提起2~4mm,并使之稳定燃烧,如下图a所示。
直击法:将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度,如图b所示。
焊条电弧焊的焊接过程
焊条电弧焊由弧焊电源、焊接电缆、焊钳、焊条、焊件、电弧构成焊接回路,如下图所示。焊接时采用接触短路引弧法引燃电弧,然后提起焊条并保持一定的距离,在弧焊电源提供合适的焊接电流和电弧电压下电弧稳定地燃烧。在电弧的高温作用下,焊条和焊件局部被加热到熔化状态,焊条端部熔化后的熔滴和焊件被熔化的母材金属熔合在一起形成熔池,随着电弧的不断移动,熔池也随着移动,熔池中的液态金属逐步冷却结晶后便形成了焊缝。
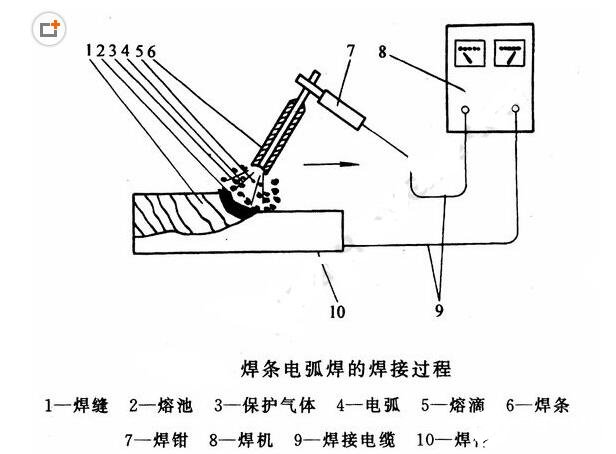
在焊条电弧焊的焊接过程中,焊条的焊芯熔化后以熔滴的形式向熔池过渡,同时焊条的外部药皮产生一定量的气体和液态熔渣,产生的气体充满在电弧和熔池的周围,隔绝空气,可以保护熔滴和熔池液态金属,同时液态的熔渣密度比熔池的液态金属密度小,熔渣浮在熔池液态金属上面也起到保护熔池的作用。并且液态熔渣凝固后成为渣壳覆盖在焊缝金属表面,可防止高温的焊缝金属被氧化,减慢焊缝的冷却速度。
在焊接过程中,液态金属与液态熔渣和气体之间进行脱氧、去硫、去磷、去氢和渗合金元素等复杂的焊接冶金反应,从而使焊缝金属获得合适的化学成分和组织。
-
怎样实现电弧焊接更加好2014-12-22 0
-
钢结构手工电弧焊焊接工艺标准2009-05-24 827
-
焊接原理与工艺2009-11-17 666
-
手工电弧焊的焊接设备2019-07-04 12900
-
手工电弧焊的缺陷2019-07-04 7914
-
电弧焊的引弧操作手法_电弧焊收弧的操作手法2019-11-18 28597
-
焊条电弧焊的工艺参数_焊条电弧焊的优点和缺点2019-11-20 8886
-
焊条电弧焊原理特点_焊条电弧焊的应用2019-12-27 14119
-
焊条电弧焊基本操作步骤2019-12-28 24873
-
电弧焊分为哪几种_电弧焊和氩弧焊的区别2020-08-27 30080
-
电弧焊的工作原理_电弧焊的危害因素有哪些2020-08-27 13375
-
机械制造工艺介绍--焊条电弧焊资料下载2021-04-29 682
-
焊接方法及基础知识2023-06-02 482
-
熔化极气体保护电弧焊的概念及分类2023-11-21 2129
-
根据焊接工艺的不同电弧焊可分为哪几种2024-02-27 4019
全部0条评论

快来发表一下你的评论吧 !
