

一文详解HDMI制造过程
电子说
描述
随着HDMI2.1认证的开启,刚开始预期TYPE C取代HDMI的呼声再次下调,大哥还是你大哥,目前HDMI2.1认证进行的是如火如荼,各大厂都在加速认证进度并准备抢占接下来随8K而来的HDMI2.1的市场(GRL发布HDMI2.1通过认证企业名册)。

目前HDMI2.1认证送审测试FALL占据最高比例的不是曾经的衰减,而是本次HDMI2.1版本特别增加的EMI测试,其竟然成了拦路虎(HDMI 2.1认证测试EMI怎么过不了?),其实HDMI自2007年市场开启,一直都对制造过程有严苛的要求,但是随着市场测试主要为实机测试,直接用电视来应用验证,电视里面的芯片本身有强大的纠错和补充能力,所以线缆的测试要求被一再降低,今天我们一起来回顾下关于HDMI制造过程的简述。
HDMI制造过程简述
加工焊接模式的选择
随着HDMI不停的发展,其加工工艺也一直随之持续优化,最早在2003年的时候最用是直接焊接的,不良率很高,针对这种情况就有了接下来的铆压式和IDC的加工方式,这种方法加工工时短,用TV和DVD測試可以,但用TDR ,NA等高频測試或眼图測試就不能过,这是就又有了在插头上加个PCBA,或把插头的端做成扇形,便焊接的间距达到1.27~1.5之间,使不良品少了很多,但是对员工的焊线根求佷高,做满PIN的HDMI时候,两边各19个点,如果焊接过程中一个点有问题这条线就是不良品,剥皮芯线也是一个费时费力的事情,在这个过程中,市场推出脉冲热压机焊接的插头,先在再两个与插头等宽的线夹,先把线放在线夹里,将圆线支成一边9PIN,一边10PIN的两个平线,再一次去芯皮,镀锡,压焊,对作业员的根求低,效率,品质在HDMI CALBE里是最好的。
一边9PIN
一边10PIN
手工焊接工艺
设备焊接工艺
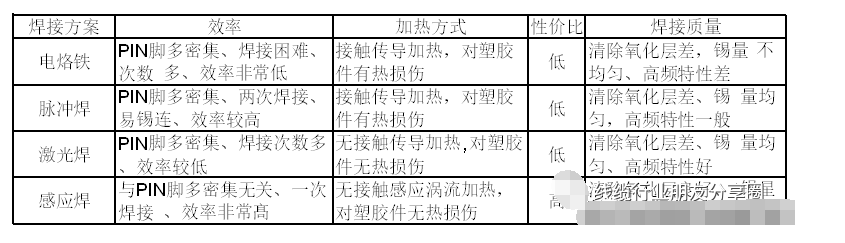
目前主流的HDMI焊接方式对比
目前主流的HDMI常见问题整理发布
可以参照:HDMI的规格区分,生产材料工艺控制及功能说明
如开始所述,目前业界采用电视实测,对性能要求一再降低,我们曾经实验,将线材的编织或者护套剥皮去测试电视,基本对影音传输效果没有任何影响,但是如果测试TDR和NA,你可以看到所有参数都发生变异,随着HDMI2.1的开启,市场将重启对TDR,NA测试的要求来保证线缆的性能,特别是HDMI2.0规格以下的衰减和HDMI2.1以后增加的EMI测试,12-26日德国TUV将在凤岗会议现场解析EMI的测试要求和解决方案,今天我们就不详述,我们就说说衰减。(高频参数基础篇01-衰减参数)
在HDMI测试的项目里面,对成品产生播放异常的高频参数,一般主要有两项
如果发生播放异常,如上面的色条,主要就说线材的衰减NG和SKEW不良,首先要考虑是高频点还是低频点NG,如果是高频点NG80%是因为芯线绝缘有问题(较少出现);如果是低频点出现NG则是因为导体异常造成。例如:导体规格超出下限,导体镀层不够光滑,在高频下,裸铜(BC)在高频下的导电率比镀锡铜(TC)好很多,因为高频的时候导体会有集肤效应和邻近效应,电信号几乎只在导体表面,一般业界超过10米采用镀银铜,随着光纤HDMI的模组价格的平民化,光电混合缆对参数保证更有把握,具体可以在12-26日会议现场听听新雅的制造工程分享的课题;在HDMI2.0版本规格的下面,一般还有一个就说SKEW决定使用性能的好坏(高频参数基础篇07-传播延迟差(SKEW),对线间SKEW不过主要是差分对的对线位置排列不当,或其对线总绞时张力不均匀,如果你的特性阻抗和对线内SKEW都很好,且也不存在大的发泡不均及单根芯线之间存在较大的电性不平衡现象,哪应着手从总绞工序解决以上造成的播放异常现象。
责任编辑人:CC
- 相关推荐
- HDMI
-
什么是HDMI AOC有源光缆?详解HDMI 2.0 AOC结构特性2017-08-28 0
-
HDMI传输原理详解2008-10-20 6965
-
HDMI 1.3标准详解2008-10-20 16790
-
一文详解芯片制造全过程2020-10-12 55405
-
一文详解蓝牙模块原理与结构2020-11-26 4581
-
一文详解精密封装技术2022-12-30 1661
-
一文详解分立元件门威廉希尔官方网站2023-03-27 3170
-
一文详解pcb和smt的区别2023-10-08 3351
-
一文详解pcb地孔的作用2023-10-30 1646
-
一文了解刚柔结合制造过程2023-12-04 775
-
一文详解pcb不良分析2023-11-29 1165
-
一文详解pcb的msl等级2023-12-13 9622
-
一文详解pcb微带线设计2023-12-14 3190
-
一文详解pcb的组成和作用2023-12-18 1537
-
一文详解pcb回流焊温度选择与调整2023-12-29 1648
全部0条评论

快来发表一下你的评论吧 !
