

深度解析SMT贴片胶
电子说
描述
贴片胶,也称为SMT接着剂、SMT红胶,通常是红色的(也有黄色或者白色的)膏体中均匀地分布着硬化剂、颜料、溶剂等的粘接剂,主要用来将元器件固定在印 制板上,一般用点胶或钢网印刷的方法来分配。贴上元器件后放入烘箱或回流焊炉加热硬化。它与锡膏不同的是其受热后便固化,其凝固点温度为150℃,再加热也不会溶化,也就是说,贴片胶的热硬化过程是不可逆的。SMT贴片胶的使用效果会因热固化条件、被连接物、所使用的设备、操作环境的不同而有差异,使用时要根据印制威廉希尔官方网站 板装配(PCBA、PCA)工艺来选择贴片胶。
SMT贴片胶的特性、应用与前景
SMT贴片红胶是一种聚稀化合物,主要成份为基料(即主体高份子材料)、填料、固化剂、其它助剂等。SMT贴片红胶具有粘度流动性,温度特性,润湿特性等。根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。因此贴片胶是属于纯消耗非必需的工艺过程产物,现在随着PCA设计与工艺的不断改进,通孔回流焊、双面回流焊都已实现,用到贴片胶的PCA贴装工艺呈越来越少的趋势。
SMT贴片胶的使用目的
①波峰焊中防止元器件脱落(波峰焊工艺)。在使用波峰焊时,为防止印制板通过焊料槽时元器件掉落,而将元器件固定在印制板上。
②再流焊中防止另一面元器件脱落(双面再流焊工艺)。双面再流焊工艺中,为防止已焊好的那一面上大型器件因焊料受热熔化而脱落,要使有SMT贴片胶。
③防止元器件位移与立处(再流焊工艺、预涂敷工艺)。用于再流焊工艺和预涂敷工艺中防止贴装时的位移和立片。
④作标记(波峰焊、再流焊、预涂敷)。此外,印制板和元器件批量改变时,用贴片胶作标记。
SMT贴片胶按使用方式分类
a)刮胶型:通过钢网印刷涂刮方式进行施胶。这种方式应用最广,可以直接在锡膏印刷机上使用。钢网开孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。其优点是速度快、效率高、成本低。
b) 点胶型:通过点胶设备在印刷线路板上施胶的。需要专门的点胶设备,成本较高。点胶设备是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。缺点是易有拉丝和气泡等。我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
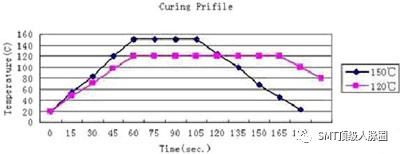
SMT贴片胶典型固化条件
| 固化温度 | 固化时间 |
|---|---|
| 100℃ | 5分钟 |
| 120℃ | 150秒 |
| 150℃ | 60秒 |
注意点:
1、固化温度越高以及固化时间越长,粘接强度也越强。
2、由于贴片胶的温度会随着基板零件的大小和贴装位置的不同而变化,因此我们建议找出最合适的硬化条件。
SMT贴片胶的储存
在室温下可储存7天,在小于5℃时储存大于个6月,在5~25℃可储存大于30天。
SMT贴片胶的管理
由于SMT贴片红胶受温度影响用本身粘度,流动性,润湿等特性,所以SMT贴片红胶要有一定的使用条件和规范的管理。
1)红胶要有特定流水编号,根据进料数量、日期、种类来编号。
2)红胶要放在2~8℃的冰箱中保存,防止由于温度变化,影响特性。
3)红胶回温要求在室温下回温4小时,按先进先出的顺序使用。
4)对于点胶作业,胶管红胶要脱泡,对于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用。
5)要准确地填写回温记录表,回温人及回温时间,使用者需确认回温完成后方可使用。通常,红胶不可使用过期的。
SMT贴片胶的工艺特性
连接强度:SMT贴片胶必须具备较强的连接强度,在被硬化后,即使在焊料熔化的温度也不剥离。
点涂性:目前对印制板的分配方式多采用点涂方式,因此要求胶要具有以下性能:
①适应各种贴装工艺
②易于设定对每种元器件的供给量
③简单适应更换元器件品种
④点涂量稳定
适应高速机:现在使用的贴片胶必须满足点涂和高速贴片机的高速化,具体讲,就是高速点涂无拉丝,再者就是高速贴装时,印制板在传送过程中,贴片胶的粘性要保证元器件不移动。
拉丝、塌落:贴片胶一旦沾在焊盘上,元器件就无法实现与印制板的电气性连接,所以,贴片胶必须是在涂布时无拉丝、涂布后无塌落,以免污染焊盘。
低温固化性:固化时,先用波峰焊焊好的不耐热插装元器件也要通过再流焊炉,所以要求硬化条件必须满足低温、短时间。
自调整性:再流焊、预涂敷工艺中,贴片胶是在焊料溶化前先固化、固定元器件的,所以会妨碍元器件沉入焊料和自我调整。针对这一点厂商已开发了一种可自我调整的贴片胶。
SMT贴片胶常见问题、缺陷及分析
推力不够
0603电容的推力强度要求是1.0KG,电阻是1.5KG,0805电容的推力强度是1.5KG,电阻是2.0KG,达不到上述推力,说明强度不够。
一般由以下原因造成:
1、胶量不够。
2、胶体没有100%固化。
3、PCB板或者元器件受到污染。
4、胶体本身较脆,无强度。
触变性不稳定
一支30ml的针筒胶需要被气压撞击上万次才能用完,所以要求贴片胶本身有极其优秀的触变性,不然会造成胶点不稳定,胶过少,会导致强度不够,造成波峰焊时元器件脱落,相反,胶量过多特别是对微小元件,容易粘在焊盘上,妨碍电气连接。
胶量不够或漏点
原因和对策:
1、印刷用的网板没有定期清洗,应该每8小时用乙醇清洗一次。
2、胶体有杂质。
3、网板开孔不合理过小或点胶气压太小,设计出胶量不足。
4、胶体中有气泡。
5、点胶头堵塞,应立即清洗点胶嘴。
6、点胶头预热温度不够,应该把点胶头的温度设置在38℃。
拉丝
所谓拉丝,就是点胶时贴片胶断不开,在点胶头移动方向贴片胶呈丝状连接这种现象。接丝较多,贴片胶覆盖在印制焊盘上,会引起焊接不良。特别是使用尺寸较大时,点涂嘴时更容易发生这种现象。贴片胶拉丝主要受其主成份树脂拉丝性的影响和对点涂条件的设定解决方法:
1、加大点胶行程,降低移动速度,但会降你生产节拍。
2、越是低粘度、高触变性的材料,拉丝的倾向越小,所以要尽量选择此类贴片胶。
3、将调温器的温度稍稍调高一些,强制性地调整成低粘度、高触变性的贴片胶,这时还要考虑贴片胶的贮存期和点胶头的压力。
塌落
贴片胶的流动性过大会引起塌落,塌落常见问题是点涂后放置过久会引起塌落,如果贴片胶扩展到印制线路板的焊盘上会引起焊接不良。而且塌落的贴片胶对那些引脚 相对较高的元器件来讲,它接触不到元器件主体,会造成粘接力不足,因此易于塌落的贴片胶,其塌落率很难预测,所以它的点涂量的初始设定也很困难。针对这一点,我们只好选择那些不容易塌落的也就是摇溶比较高的贴片胶。对于点涂后放置过久引起的塌落,我们可以采用在点涂后的短时间内完成贴片胶装、固化来加以避 免。
元器件偏移
元器件偏移是高速贴片机容易发生的不良现象,造成的原因主要是:
1、是印制板高速移动时X-Y方向产生的偏移,贴片胶涂布面积小的元器件上容易发生这种现象,究其原因,是粘接力不中造成的。
2、是元器件下胶量不一致(比如:IC下面的2个胶点,一个胶点大一个胶点小),胶在受热固化时力度不均衡,胶量少的一端容易偏移。
过波峰焊掉件
造成的原因很复杂:
1、贴片胶的粘接力不够。
2、过波峰焊前受到过撞击。
3、部分元件上残留物较多。
4、胶体不耐高温冲击
贴片胶混用
不同厂家的贴片胶在化学成分上有很大的不同,混合使用容易产生很多不良:1、固化困难;2、粘接力不够;3、过波峰焊掉件严重。
解决方法是:彻底清洗网板、刮刀、点胶头等容易引起混用的部位,避免混合使用不同品牌贴片胶。
-
?专业SMT贴片红胶,保护你的电子产品?选择SMT贴片红胶,保障贴片质量,提升产品品质!#SMT加工泰达克电子材料 2023-09-21
-
SMT贴片红胶常见问题2019-05-10 6445
-
SMT红胶贴片加工工艺的常见问题和解决方法2019-09-24 15271
-
SMT贴片胶的种类有哪些,该如何进行选用2019-11-12 8357
-
SMT贴片加工中施加贴片胶的技术要求有哪些2020-01-06 3983
-
SMT贴片胶的基本组成及具有哪些应用特性2020-01-13 6111
-
SMT贴片红胶TGCx6G介绍2023-06-14 1488
-
什么是smt贴片红胶?主要用于哪里?2023-05-12 2189
-
SMT贴片红胶是怎么固化的?2023-07-14 1462
-
SMT贴片加工中的红胶怎么选?2023-11-07 855
-
SMT贴片加工厂使用的锡膏网与红胶网的区别2024-01-11 503
-
SMT红胶贴片工艺的独特特性介绍2024-02-22 1115
-
SMT贴片加工中的印刷和点胶是什么?2024-03-23 1036
-
为何SMT贴片中,需结合使用锡膏与红胶工艺?2024-08-22 483
-
SMT贴片加工中锡膏网与红胶网的差异解析2024-08-29 361
全部0条评论

快来发表一下你的评论吧 !
