

光源类型及其特性
描述
机器视觉的光源选型及打光方案分析 2.2.1 光源选择标准 光源的选择标准如下: (1)光源均匀性要好,在有效的照射范围内,灰度值标准差要小; (2)具有较宽的光谱范围,可以对不同材料的物体进行检测; (3)光照强度要足够,提高信噪比,利于图像处理; (4)具有较长的使用寿命及较高的稳定性,要保障光源在长时间运行状态下能够持续稳定的提供照明环境; (5)成本低,易根据现场情况定制特殊形状光源。 2.2.2 光源的分类 光源从大类上可分为普通自然光和人造光源,由光照强度、色温及光源的几何形状来描述。在不锈钢表面缺陷检测系统中,为使采集到的图像达到高质量的要求,需要依据待检测目标的颜色、材质和形状,考虑所需光源的强度、光路和光谱等特性。在实际应用中,应优先选择明场照明方式,从而可以抑制自然光源及外界环境的干扰。 常用光源及相关特性如表2.1所示。 表2.1 主要光源类型及其特性
| 类型 | 光效(lm/W) | 平均寿命/(h) | 色温/K | 特点 |
| 卤素灯 | 12~24 | 1000 | 2800~3000 | 发热量大,价格便宜,形体小 |
| 荧光灯 | 50~120 | 1500~3000 | 3000~6000 | 价格便宜,适用于大面积照射 |
| LED灯 | 110~250 | 100000 | 全系列 | 功耗低,发热小,使用寿命长,价格便宜,使用范围广 |
| 氙灯 | 150~330 | 1000 | 5500~12000 | 光照强度高,可连续快速点亮 |
| 激光 | 50000 | 全系列 | 具有良好的方向性、单色性与相干性 |
其中,LED光源具有发热少、功耗低、寿命长、光谱范围宽、发光强度高等优点,且可组合多样化的外形。因此,常使用LED作为照明光源。 2.2.3 颜色相关检测 在某些特定的检测场合下,光源颜色的不同会对最后的成像结果产生不同的影响。光源的颜色特性主要体现在以下两个方面: 色表:人眼直接观察光源所看到的颜色,即光源发出光的颜色。 显色性:光源发出的光照到物体上后,反(透)射光显现物体颜色的能力。 根据光源的颜色特性,可以依据具体的检测目标来选择最合适的光源,不同颜色的光是由其波长决定的,光谱特性图如图2.1所示。 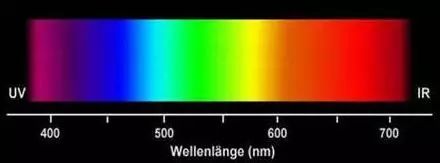 图2.1 光谱特性图 下表2.2介绍了几种常用颜色光源的特性及其适用领域: 表2.2 不同颜色光源的特点
图2.1 光谱特性图 下表2.2介绍了几种常用颜色光源的特性及其适用领域: 表2.2 不同颜色光源的特点
| 颜色类型 | 特点 |
| 白色光源 | 白色光源通常用色温来界定,色温高的颜色偏蓝色(冷色,色温>5000K),色温低的颜色偏红(暖色,色温<3300K),界于3300与5000K之间称之为中间色,白色光源适用性广,亮度高,特别是拍摄彩色图像时使用更多。 |
| 蓝色光源 | 波长范围在430-480之间,广泛用于金属材质的产品,如钢轨,冷轧带钢,船舶加工件、手机外壳等。 |
| 红色光源 | 红色光源的波长通常在600-720之间,其波长比较长,可以透过一些比较暗的物体,例如底材黑色的透明软板孔位定位、绿色线路板线路线路检测,透光膜厚度检测等,采用红色光源更能提高对比度。 |
| 绿色光源 | 绿色光源波长510-530,界于红色与蓝色之间,主要针对产品:红色背景产品,银色背景产品(如钣金,车加工件等)。 |
| 红外光 | 红外光的波长一般为780-1400,大多采用940波长的红外光,红外光属于不可见光,其透过力强。一般LCD屏检测、视频监控行业应用比较普遍; |
| 紫外光 | 紫外光的波长一般为190-400,主要采用385波长的紫外光,其波长短,穿透力强,主要应用于证件检测、触摸屏ITO检测、布料表面破损、点胶溢胶检测等方面,金属表面划痕检测等; |
光源在使用过程中除了具有波长特性,还与物体具有色相性。在光学中,将两种色光以适当的比例混合而能产生白光时,则称这两种颜色为“互补色”。补色并列时,将会引起视觉上更强烈的对比感受,会感到红的更红、绿的更绿。如果希望提高缺陷颜色上的对比度来突出缺陷特征,则可以通过选择色环上相对应的互补颜色(图2.2),这样可以明显地提高缺陷与背景的对比度。 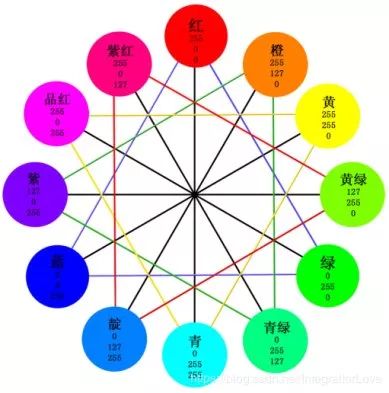 图2.2 互补色环图 对易拉罐罐顶表面进行划痕检测,如图2.3(a)所示。由于罐顶表面印有大量红色的文字,所以如果采用白色光源,文字的存在会对表面检测产生干扰,大大增加了检测的难度。如果对白底红字的罐顶采用红色光源照明,则可以过滤掉红色的文字,如图2.3(b)所示。
图2.2 互补色环图 对易拉罐罐顶表面进行划痕检测,如图2.3(a)所示。由于罐顶表面印有大量红色的文字,所以如果采用白色光源,文字的存在会对表面检测产生干扰,大大增加了检测的难度。如果对白底红字的罐顶采用红色光源照明,则可以过滤掉红色的文字,如图2.3(b)所示。 
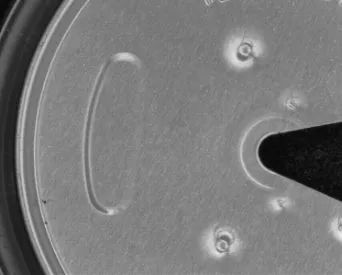 (a)白底红字罐顶 (b)红色光源照射 图2.3 颜色相关性检测 因此,根据光源与物体颜色相关性原理,合理运用互补色可以过滤掉干扰项的影响。当图像采集设备为黑白相机时,对于特定颜色的背景,可以采用与特定颜色相近或者相远的光源来提高或者降低背景的亮度。例如表面背景为红色时,在明视场,若要凸显出缺陷与背景的差异,可以选择与红色相近的紫红色或橙色光源。暗视场拍摄图像,就需要选择与红色相差较远的青色光源。如果被测目标颜色背景比较复杂,且需要获取目标的颜色信息,则需要选择白色光源。不管选择何种颜色的光源,其根本目的都是提高待检测物体表面缺陷与背景的对比度。 2.2.4 光照方式 光源是影响机器视觉图像质量的重要因素,照明对输入数据的影响至少占到30 %。好的打光方式可以准确捕捉物体特征,提高物体与背景的对比度。常见的打光方式有以下几种: 前面打光法 后面打光法 结构光打光法 混合多方式照明 特殊式 (1)高角度照射
(a)白底红字罐顶 (b)红色光源照射 图2.3 颜色相关性检测 因此,根据光源与物体颜色相关性原理,合理运用互补色可以过滤掉干扰项的影响。当图像采集设备为黑白相机时,对于特定颜色的背景,可以采用与特定颜色相近或者相远的光源来提高或者降低背景的亮度。例如表面背景为红色时,在明视场,若要凸显出缺陷与背景的差异,可以选择与红色相近的紫红色或橙色光源。暗视场拍摄图像,就需要选择与红色相差较远的青色光源。如果被测目标颜色背景比较复杂,且需要获取目标的颜色信息,则需要选择白色光源。不管选择何种颜色的光源,其根本目的都是提高待检测物体表面缺陷与背景的对比度。 2.2.4 光照方式 光源是影响机器视觉图像质量的重要因素,照明对输入数据的影响至少占到30 %。好的打光方式可以准确捕捉物体特征,提高物体与背景的对比度。常见的打光方式有以下几种: 前面打光法 后面打光法 结构光打光法 混合多方式照明 特殊式 (1)高角度照射 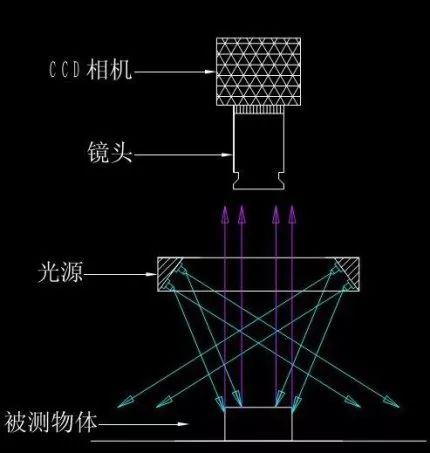
 图2.4 高角度照射方式效果图 特点:在一定工作距离下,光束集中、亮度高、均匀性好、照射面积相对较小。常用于液晶校正、塑胶容器检查、工件螺孔定位、标签检查、管脚检查、集成威廉希尔官方网站
印字检查等(30、45、60、75等角度环光)。 (2)低角度照射
图2.4 高角度照射方式效果图 特点:在一定工作距离下,光束集中、亮度高、均匀性好、照射面积相对较小。常用于液晶校正、塑胶容器检查、工件螺孔定位、标签检查、管脚检查、集成威廉希尔官方网站
印字检查等(30、45、60、75等角度环光)。 (2)低角度照射 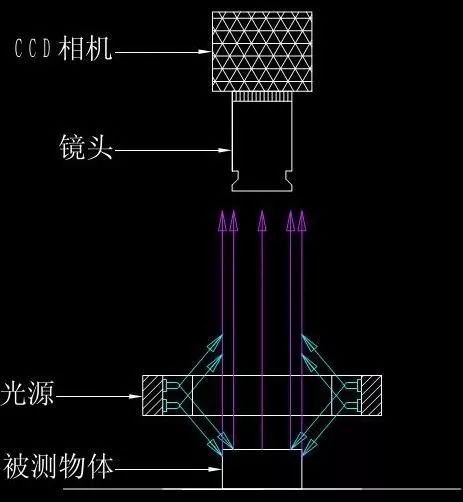
 图2.5 低角度照射方式效果图 特点:对表面凹凸表现力强。适用于晶片或玻璃基片上的伤痕检查(90度环光,90度条光) (3)垂直照射
图2.5 低角度照射方式效果图 特点:对表面凹凸表现力强。适用于晶片或玻璃基片上的伤痕检查(90度环光,90度条光) (3)垂直照射 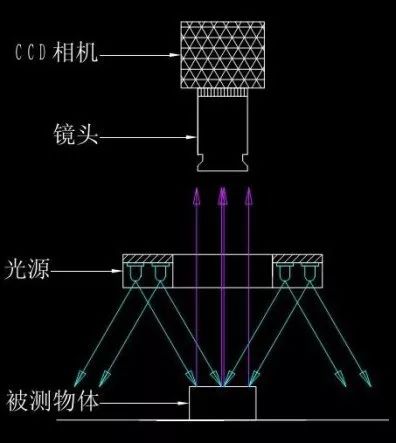
 图2.6 垂直照射方式效果图 特点:照射面积大、光照均匀性好、适用于较大面积照明。可用于基底和线路板定位、晶片部件检查等(0角度环光、面光源)。 (4)背光照射
图2.6 垂直照射方式效果图 特点:照射面积大、光照均匀性好、适用于较大面积照明。可用于基底和线路板定位、晶片部件检查等(0角度环光、面光源)。 (4)背光照射 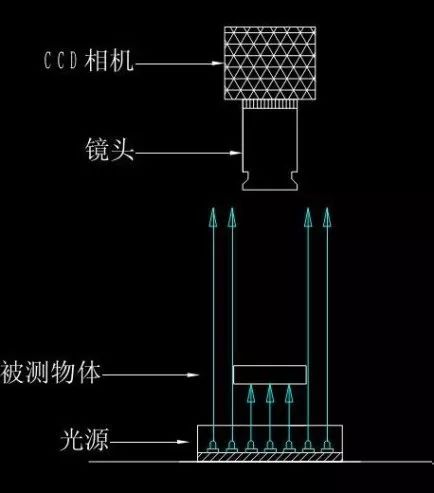
 图2.7 背光照射方式效果图 特点:光源安置在与相机同轴且位于被测物体的后面。 背光方式用来突出显示不透明物体的外形轮廓, 所以这种照明方式只适用于待测目标需要的信息可以从其轮廓中获得的场合。例如尺寸测量、形状判断等。(背光源、平行背光源) (5)多角度照射
图2.7 背光照射方式效果图 特点:光源安置在与相机同轴且位于被测物体的后面。 背光方式用来突出显示不透明物体的外形轮廓, 所以这种照明方式只适用于待测目标需要的信息可以从其轮廓中获得的场合。例如尺寸测量、形状判断等。(背光源、平行背光源) (5)多角度照射 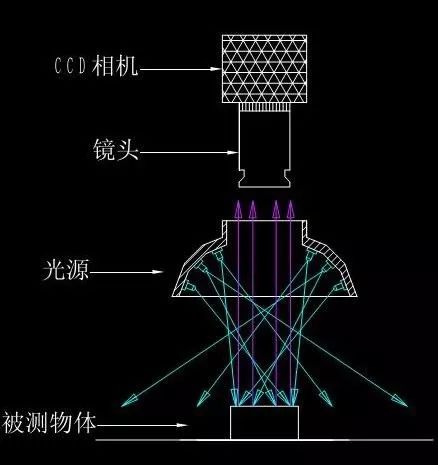
 图2.8 多角度照射方式效果图 特点:RGB三种不同颜色不同角度光照,可以实现焊点的三维信息的提取。适用于组装机板的焊锡部份、球形或半圆形物体、其它奇怪形状物体、接脚头(AOI光源) (6)半球积分照明
图2.8 多角度照射方式效果图 特点:RGB三种不同颜色不同角度光照,可以实现焊点的三维信息的提取。适用于组装机板的焊锡部份、球形或半圆形物体、其它奇怪形状物体、接脚头(AOI光源) (6)半球积分照明 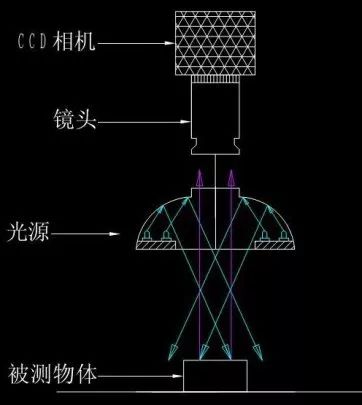
 图2.9 球积分光源射方式效果图 特点:360度底部发光,通过碗状内壁发射,形成球形均匀光照。用于检测曲面的金属表面文字和缺陷。(球积分光源,通常也叫圆顶光) (7)同轴光照明
图2.9 球积分光源射方式效果图 特点:360度底部发光,通过碗状内壁发射,形成球形均匀光照。用于检测曲面的金属表面文字和缺陷。(球积分光源,通常也叫圆顶光) (7)同轴光照明 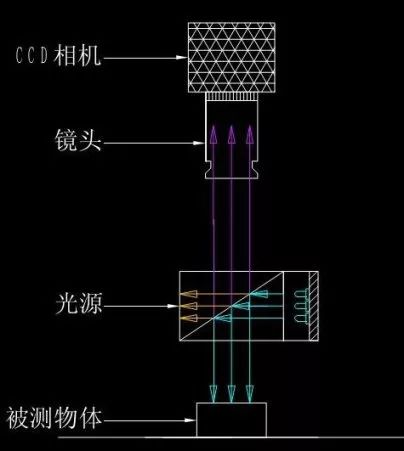
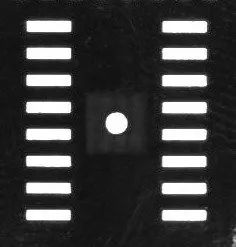 图2.10 同轴光源射方式效果图 特点:类似于平行光的应用,光源前面带漫反射板,形成二次光源,光线主要趋于平行。用于半导体、PCB板、以及金属零件的表面成像检测,微小元件的外形、尺寸测量。(同轴光源,平行同轴光源) (8)其他光源及其照射方式
图2.10 同轴光源射方式效果图 特点:类似于平行光的应用,光源前面带漫反射板,形成二次光源,光线主要趋于平行。用于半导体、PCB板、以及金属零件的表面成像检测,微小元件的外形、尺寸测量。(同轴光源,平行同轴光源) (8)其他光源及其照射方式 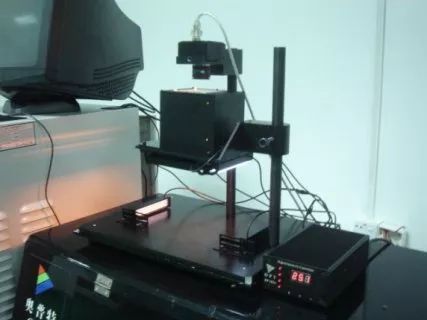 护照检测:同轴光,条形光,环形光,组合使用,以适应各种缺陷 对位装置:环形光,同轴光,既能实现Mark点定位,又能实现检测功能 多色组合光源:应轻松应对不同颜色的工件 2.2.5 辅助手段 机器视觉系统是一门应用性很强的系统工程,不同的工厂,不同的生产线,不同的工作环境对光源亮度,工作距离,照射角度等的要求差别很大。有时受限于具体的应用环境,不能直接通过光源类型或照射角度的调整而获取良好的视觉图像,我们就常常需要借助于一些特殊的辅助光学器件。
护照检测:同轴光,条形光,环形光,组合使用,以适应各种缺陷 对位装置:环形光,同轴光,既能实现Mark点定位,又能实现检测功能 多色组合光源:应轻松应对不同颜色的工件 2.2.5 辅助手段 机器视觉系统是一门应用性很强的系统工程,不同的工厂,不同的生产线,不同的工作环境对光源亮度,工作距离,照射角度等的要求差别很大。有时受限于具体的应用环境,不能直接通过光源类型或照射角度的调整而获取良好的视觉图像,我们就常常需要借助于一些特殊的辅助光学器件。
常见的辅助光学器件有: 反射镜:反射镜可以简单方便的改变优化光源的光路和角度,从而为光源的安装提供了更大的选择空间。 分光镜:分光镜通过特殊的镀膜技术,不同的镀膜参数可以实现反射光和折射光比例的任意调节。机器视觉光源中的同轴光就是分光镜的具体应用。 棱镜:不同频率的光在介质中的折射率是不同的,根据光学的这一基本原理可以把不同颜色的复合光分开,从而得到频率较为单一的光源。 偏振片:光线在非金属表面的反射是偏振光,借助于偏振片可以有效的消除物体的表面反光。同时,偏振片在透明或半透明物体的应力检测上也有很好的应用。 漫射片:漫射片是机器视觉光源中比较常见的一种光学器件,它可以使光照变得更均匀,减少不需要的反光。 光纤:光纤可以将光束聚集于光纤管中,使之想水流一样便于光线的传输,为光源的安装提供了很大的灵活性。
2.2.6 光源选型要领 条光选型: 1、条光照射宽度最好大于检测的距离,否则可能会照射距离远造成亮度差,或者是距离近而幅射面积不够; 2、条光长度能够照明所需打亮的位置即可,无须太长造成安装不便,同时也增加成本,一般情况下,光源的安装高度会影响到所选用条光的长度,高度越高,光源长度要求越长,否则图像两侧亮度比中间暗; 3、如果照明目标是高反光物体,最好加上漫射板,如果是黑色等暗色不反光产品,也可以拆掉漫射板以提高亮度;
环光选型: 1、了解光源安装距离,过滤掉某些角度光源;例如要求光源安装尺寸高,就可以过滤掉大角度光源,选择用小角度光源,同样,安装高度越高,要求光源的直径越大; 2、目标面积小,且主要特性在表面中间,可选择小尺寸0角度或小角度光源; 3、目标需要表现的特征如果在边缘,可选择90度角环光,或大尺寸高角度环形光; 4、检测表面划伤,可选择90度角环光,尽量选择波长短的光源;
条形组合光选型: 1、条形组合光在选择时,不一定要按照资料上的型号来选型,因为被测的目标形状、大小各不一样,所以可以按照目标尺寸来选择不同的条形光源进行组合; 2、组合光在选择时,一定要考虑光源的安装高度,再根据四边被测特征点的长度宽度选择相对应的条形光进行组合;
背光源/平行背光源选型: 1、选择背光源时,根据物体的大小选择合适大小的背光源,以免增加成本造成浪费; 2、背光源四周一条由于的外壳遮挡,因此其亮度会低于中间部位,因此,选择背光源时,尽量不要使目标正好位于背光源边缘; 3、背光源一般在检测轮廓时,可以尽量使用波长短的光源,波长短的光源其衍射性弱,图像边缘不容易产生重影,对比度更高; 4、背光源与目标之间的距离可以通过调整来达到最佳的效果,并非离得越近效果越好,也非越远越好; 5、检测液位可以将背光源侧立使用; 6、圆轴类的产品,螺旋状的产品尽量使用平行背光源; 同轴光选型: 1、选择同轴光时主要看其发光面积,根据目标的大小来选择合适发光面积的同轴光; 2、同轴光的发光面积最好比目标尺寸大1.5~2倍左右,因为同轴光的光路设计是让光路通过一片45度半反半透镜改变,光源靠近灯板的地方会比远离灯板的亮度高,因此,尽量选择大一点的发光面避免光线左右不均匀; 3、同轴光在安装时尽量不要离目标太高,越高,要求选用的同轴光越大,才能保证才均匀性; 平行同轴光选型: 1、平行同轴光光路设计独特,主要适用于检测各种划痕; 2、平行同轴光与同轴光表现的特点不一样,不能替代同轴光使用; 3、平行同轴光检测划伤之类的产品,尽量不要选择波长长的光源; 其他光源选型要领: 1、了解特征点面积大小,选择合适尺寸的光源; 2、了解产品特性,选择不同类型的光源; 3、了解产品的材质,选择不同颜色的光源; 4、了解安装空间及其他可能会产生障碍的情况,选择合适的光源;
案例分析 酒瓶盖条码检测 检测的内容主要有条码识别、条码打标位置是否偏离;使用光源:204mm、60度蓝光。 单个瓶盖  要求装在包装箱里检测 选型分析: 1、了解产品特性: 瓶盖上面是黑色,另有红黑交错背景图案,条码为激光刻印显灰色,为了显现出条码,应该将字符打亮,背景与字符分辨明显;我们如果选用红色光源的话,背景中的红色会滤掉打白,会干扰同为白色的字符,所以,我们应该利用光源的互补原理,采用蓝色光源,将红色背景尽量打黑;
要求装在包装箱里检测 选型分析: 1、了解产品特性: 瓶盖上面是黑色,另有红黑交错背景图案,条码为激光刻印显灰色,为了显现出条码,应该将字符打亮,背景与字符分辨明显;我们如果选用红色光源的话,背景中的红色会滤掉打白,会干扰同为白色的字符,所以,我们应该利用光源的互补原理,采用蓝色光源,将红色背景尽量打黑;  白色光源效果
白色光源效果  蓝色光源效果 2、了解产品形状选择合适光源 瓶盖为圆形,直径为25MM,一般此情况可以选择同轴光或者环形光比较合适; 3、了解产品材质特性选择合适光源 瓶盖为金属材料,表面有印刷图案,比较光滑,反光度很强,选用同轴光或带角度的环形光比较合适; 4、模拟现场打光选择能用的光源 由于酒瓶必须装在包装纸箱里,瓶盖离纸箱上顶部的距离有80MM,考虑需要留一定的空间,因此,瓶盖离光源需要的距离为100MM或以上,如此高的距离,小同轴光跟小环光以及低角度光就不能满足要求,必须选用大同轴光跟大环光。 5、打光试验 根据以上情况选择大致的光源后,再进行性价比对比,选择性价比高的光源进行实际打光测试(同轴光如果提到110MM距离的话,需要用到120左右的光,单位价值比较高,所以选择环形光比较经济)
蓝色光源效果 2、了解产品形状选择合适光源 瓶盖为圆形,直径为25MM,一般此情况可以选择同轴光或者环形光比较合适; 3、了解产品材质特性选择合适光源 瓶盖为金属材料,表面有印刷图案,比较光滑,反光度很强,选用同轴光或带角度的环形光比较合适; 4、模拟现场打光选择能用的光源 由于酒瓶必须装在包装纸箱里,瓶盖离纸箱上顶部的距离有80MM,考虑需要留一定的空间,因此,瓶盖离光源需要的距离为100MM或以上,如此高的距离,小同轴光跟小环光以及低角度光就不能满足要求,必须选用大同轴光跟大环光。 5、打光试验 根据以上情况选择大致的光源后,再进行性价比对比,选择性价比高的光源进行实际打光测试(同轴光如果提到110MM距离的话,需要用到120左右的光,单位价值比较高,所以选择环形光比较经济)  采用180mm、30度蓝色环光在110MM高度打光周边亮带反光强,不利于找中心位。
采用180mm、30度蓝色环光在110MM高度打光周边亮带反光强,不利于找中心位。  采用204mm、60度蓝色环光在110MM高度不会将光源LED亮斑影投射到瓶盖上。 6、最终确定光源 根据打光效果图进行软件处理,在得到 可靠性 及 准确性的条件下选择正确的光源。 以上述案例可以看出: 1、产品的颜色影响光源的颜色; 2、产品的特性可以确定光源的照射方式,从而确定光源的 类型; 3、产品的安装空间及相机、镜头、传感器的位置等障碍可以摒弃一些不方便安装的光源; 4、光源的安装高度影响光源的类型及大小;
采用204mm、60度蓝色环光在110MM高度不会将光源LED亮斑影投射到瓶盖上。 6、最终确定光源 根据打光效果图进行软件处理,在得到 可靠性 及 准确性的条件下选择正确的光源。 以上述案例可以看出: 1、产品的颜色影响光源的颜色; 2、产品的特性可以确定光源的照射方式,从而确定光源的 类型; 3、产品的安装空间及相机、镜头、传感器的位置等障碍可以摒弃一些不方便安装的光源; 4、光源的安装高度影响光源的类型及大小;
-
机器视觉中的光源照明技术及其图像处理2019-06-19 0
-
特种光源的常见类型有什么?2020-03-13 0
-
LED照明光源具有哪些特性?2021-04-09 0
-
CIS光源特性测试仪的设计2009-06-22 744
-
表面光源光学特性测试机2010-02-27 539
-
电阻器的种类及其特性2009-11-09 1271
-
扫描仪光源类型2009-12-29 851
-
关于UVLED固化设备光源特性的内容介绍2021-05-04 837
-
传感器类型及其对应的算法2022-11-11 337
-
UVLED点光源固化设备特性是什么?2022-12-14 466
-
认识不同类型的光源2023-05-30 1892
-
机器视觉光源控制器的工作原理2024-07-04 1033
-
机器视觉中常用的光源类型及优点?2024-07-04 610
-
LED光源光学特性概览2024-11-04 664
全部0条评论

快来发表一下你的评论吧 !
