

不同芯径激光器焊接效果对比
描述
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500℃左右 [1] ,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。
了解基本的功率密度、热导焊、深熔焊概念之后,接下来对不同芯径的功率密度和金相金相对比分析。
本次针对市面常见的激光芯径进行焊接实验对比:
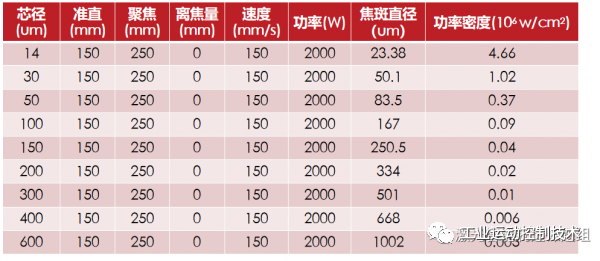
▲不同芯径激光器焦斑位置功率密度
从功率密度上看,在同样的功率下,越细的芯径,激光亮度越高,能量越集中,如果把激光比作一把尖刀,越细小芯径的激光,越锋利。14um芯径功率密度是100um芯径激光器的50倍以上,加工能力更强。同时这里计算的功率密度只是简单的平均密度,实际的能量分布是近似高斯分布,中心能量会是平均功率密度的好几倍。
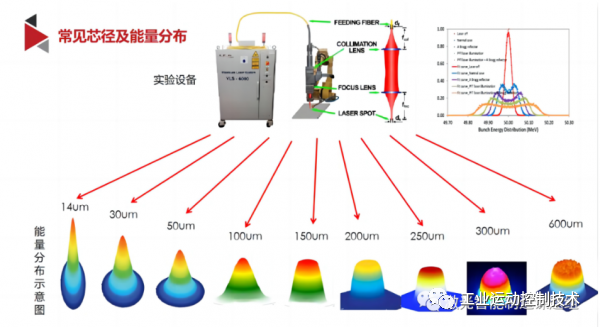
▲不同芯径激光能量分布示意图
能量分布图颜色即为能量分布,颜色越红,能量越高,能量红的地方为能量集中的地方,通过不同芯径激光束的激光能量分布,可以看出激光束锋不锋利,激光束越小,能量越集中于一个点,越锋利,穿透能力越强。
不同芯径激光器对比:
(1)实验采用速度为150mm/s,焦点位焊接,材料为1系铝,2mm厚;
(2)芯径越大,熔宽越大,热影响区越大,同时单位功率密度越小,当芯径超过200um时,在铝铜等高反合金上不容易打出熔深,需要更高功率方可实现深熔焊;
(3)小芯径激光器功率密度高,能够以高能快速在材料表面打出匙孔,且热影响区小,但是同时焊缝表面粗糙,在低速焊接时匙孔坍塌概率高,焊接周期匙孔闭合周期长,容易产生缺陷,气孔等缺陷,适合高速加工或者带摆动轨迹加工;
(4)大芯径激光器由于光斑大,能量更为分散,更适合激光表面重熔、熔覆、退火等工艺。
-
大功率半导体激光器2009-12-08 0
-
激光塑料焊接技术的流程和方法2018-09-10 0
-
半导体激光器产业的发展情况和相关应用2019-04-01 0
-
半导体激光器的发展2019-05-13 0
-
半导体直接输出激光器介绍2021-12-29 0
-
瑞丰恒紫外激光器在PC板打孔技术比光纤激光器好2022-10-20 0
-
光纤激光器同二氧化碳激光器对比分析表2011-01-05 720
-
半导体激光器在电子焊接领域的应用2009-10-10 550
-
激光焊接的原理与光纤激光器双焦点焊接工艺的介绍2017-09-28 1183
-
光纤激光器行业分析_光纤激光器应用领域2019-12-11 6394
-
高功率激光器的焊接如何选择性价比高的真空共晶炉2020-04-08 10491
-
速度、厚度、能耗比拼,单模块激光器较多模激光器优势何在2020-12-25 1905
-
半导体激光器在焊接技术中的应用2022-06-27 1328
-
不同芯径激光器焊接应用举例分析2023-08-28 1818
-
选择手持激光焊接机激光器的 5 大秘诀!壹晨激光为你揭晓!2024-04-03 609
全部0条评论

快来发表一下你的评论吧 !
