

超声波焊接原理详解
描述
超声波焊接原理
超声波焊接是利用调频振动传递到2个需焊接的金属表面,在加压的情况下,使2个金属表面在固体状态下相互摩擦而形成的分子层之间的熔合,从而达到焊接作用。
这种方式的优点是无需使用材料,效率高,导电性能好,环保安全,是线束接点的发展趋势。缺点是焊接设备价格及维护费用都较高。超声波焊接有以下要求。
对于长焊点,最大允许每边5根导线,在独端焊点上允许最多15根导线。
允许的电线组合需满足表1要求。

表1 超声波焊接电线组合
焊点内导线的拉伸力必须达到表2要求。焊点内导线的剥离力必须达到表3要求。
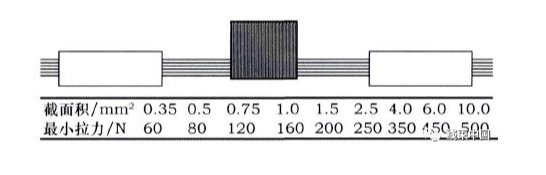
表2 超声波焊接导线拉伸力要求
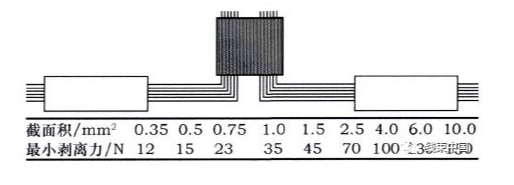
表3 超声波焊接导线剥离力要求
4)超声波焊接根据压缩度V进行评价,判断焊点是否合格,压缩度V应该在85%~95%之间。压缩度公式为:
V=100(Ak/AI)%
式中:V——压缩度;Ak——焊点的截面积;Al——线截面的总和。
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
超声波焊接原理和应用2018-07-23 0
-
超声波塑料焊接与超声波金属焊接的不同点2018-07-25 0
-
哪些材料适合使用超声波焊接机?2018-08-11 0
-
超声波线束焊接机原理2018-09-14 0
-
超声波焊接存在的缺点2021-01-12 0
-
超声波焊接原理与锂电池极耳超声波焊接质量的分析2017-10-11 1736
-
超声波焊接机的频率选择_超声波焊接机的用途2020-04-01 5501
-
超声波焊接机型号_超声波焊接机使用说明2020-09-07 2904
-
超声波焊接机调整参数_超声波焊接机频率怎么调2020-12-17 17957
-
超声波焊接的原理及方法2021-08-09 9388
-
超声波焊接的优势有哪些2021-08-24 3778
-
影响超声波焊接的因素2021-08-24 2218
-
超声波焊接技术详解2021-10-15 6699
-
如何调试超声波焊接机2021-10-21 9820
-
简述超声波焊接原理及超声波技术应用2023-04-07 1943
全部0条评论

快来发表一下你的评论吧 !
