

怎么理解锡膏的润湿性?
电子说
描述
锡膏普遍用于半导体封装行业中,能够起到连接芯片和焊盘的作用。通过印刷,点胶等工艺,锡膏作为一种焊料能够成为焊盘和芯片的连接媒介。在回流焊接后锡膏熔化并随后固化成为大小均匀的焊点并实现电气互连。那么在锡膏焊接的机理究竟有哪些?要了解锡膏焊接,可以先了解润湿性。润湿性是决定焊接效果的关键因素之一。
润湿性重要性
锡膏的合金焊粉成分与铜焊盘之间存在表面张力。良好的润湿性可以理解成锡膏熔化后能在焊盘表面扩散并与焊盘发生冶金连接生成特定的金属间化合物。判断润湿性的方式是观察锡膏与焊盘之间形成的润湿角。一般将锡膏和焊盘的夹角大于90°定义为润湿性差,即表面张力大,反之则润湿良好。必须注意的是润湿状态需要与实际焊接场景/条件相结合。润湿性太差会导致焊料与焊盘结合能力低导致焊点强度低,焊点尺寸不良,形状不规整,多锡珠等问题。润湿性过强同样不可取。润湿性太高的焊料在熔融焊接后容易导致焊点高度不够,并且容易导致焊料出界现象。下图展示了具备良好润湿性的SAC305的焊接效果。

图1. SAC305润湿过程。
助焊剂对润湿性的影响
由于焊盘多数是由铜制成,容易受到氧化生成氧化层。锡膏颗粒表面与氧化层之间张力很大,阻止了锡膏与焊盘的冶金反应。助焊剂成分是赋予锡膏润湿性的一种成分。助焊剂中的活性剂能够与氧化层反应并将氧化铜还原成单质铜,达到改变锡膏和焊盘连接处的表面张力的作用。此外焊盘表面杂质也会影响锡膏润湿性,需要在封装流程开始前提前清除杂质。
锡粉粒径的影响
锡膏合金焊粉同样会受到氧化影响。对于粒径细小的焊粉,氧化速度要远快于粒径大的焊粉,原因是小尺寸合金焊粉表面积更大,更易与氧气发生反应生成氧化膜。因此合金焊粉在生产完成后需要进行真空保存,避免与空气长时间接触。锡膏制备过程也要保证减少氧气的影响。此外回流焊接过程同样需要保证不受氧气干扰,因为在高温的作用下,焊盘和合金焊粉都会更快氧化。回流过程氮气保护是一种至关重要的提高焊点可靠性的因素。
焊盘粗糙度的影响
基板焊盘的粗糙度对锡膏可焊性也有影响。Bhat et al. (2014)做了一系列实验发现粗糙铜焊盘表面对增加SnAg3.8Cu0.7锡膏的润湿性有一定作用 (表1)。另外回流温度调高之后也对锡膏润湿性有提升作用 (图2)。
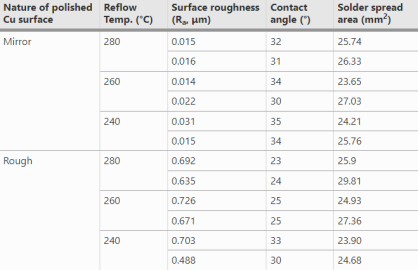
表1.粗糙铜焊盘表面能改善锡膏润湿性 (Bhat et al. , 2014)。
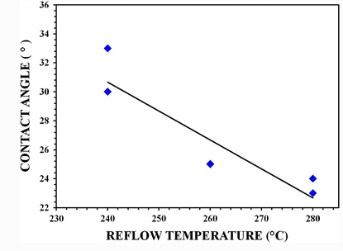
图2. 不同温度下SAC387在粗糙铜表面的接触角 (Bhat et al., 2014)。
结论
锡膏润湿性和许多因素有关,比如合金颗粒氧化程度,焊盘表面杂质,焊盘粗糙度,温度等。在设计助焊剂配方的时候应该考虑各种影响润湿性的潜在因素。并且需要通过大量测试从而确认合适的助焊剂和工作参数。
福英达致力于生产润湿性良好且焊接效果优秀的超微锡膏产品(T6及以上),包括低温SnBiAg超微锡膏和中温SnAgCu超微锡膏。而且福英达可以根据客户需求进行助焊剂的调配和锡膏测试服务,欢迎咨询。
参考文献
Bhat, K.N., Prabhu, K.N. & Satyanarayan (2014), “Effect of reflow temperature and substrate roughness on wettability, IMC growth and shear strength of SAC387/Cu bonds”, Journal of Materials Science: Materials in Electronics, vol.25, pp.864-872.
审核编辑 黄宇
- 相关推荐
- 锡膏
全部0条评论

快来发表一下你的评论吧 !
