

如何采用单片机实现电火花机床中的设计
描述
1 引言
目前在油泵油嘴行业中,传统的油嘴加工,多数依靠个人技能所决定的手工操作,产品质量不稳定,生产效率低,劳动强度大,废品率高。
本系统是对一种电火花机床设计的,采用负极放电方式即采用黄铜对工件的放电达到加工目的。通过试验得到黄铜对工件的耗损比值,用程序控制所需要的加工深度,加工出来的油嘴座面完全符合要求,提高了加工速度,保证了加工精度,完全取代了传统的风磨加工。
2 电火花机床
2.1 什么是电火花机床
电火花机床又称数控电火花机床、电火花、火花机等是一种电加工设备。前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
2.2 电火花机床的分类
(1)CNC电火花机床
三轴或三轴以上的数控电火花成型机;其每个轴皆能实现放电加工,也可实现多轴连动放电加工;
(2)ZNC电火花机床
只有Z轴可实现放电加工;X轴及Y轴手动控制,只有定位功能;
(3)特种电火花机床
用于特殊加工的电火花机床;如轮胎模具电火花机床﹑鞋模电火花机床等等;
2.3 基本物理原理
其基本物理原理是自由正离子和电子在场中积累,很快形成一个被电离的导电通道。在这个阶段,两板间形成电流。导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。然后电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
3 单片机
3.1 单片机简介
它是一种在线式实时控制计算机,在线式就是现场控制,需要的是有较强的抗干扰能力,较低的成本,这也是和离线式计算机的(比如家用PC)的主要区别。
单片机是靠程序的,并且可以修改。通过不同的程序实现不同的功能,尤其是特殊的独特的一些功能,这是别的器件需要费很大力气才能做到的,有些则是花大力气也很难做到的。一个不是很复杂的功能要是用美国50年代开发的74系列,或者60年代的CD4000系列这些纯硬件来搞定的话,威廉希尔官方网站 一定是一块大PCB板!但是如果要是用美国70年代成功投放市场的系列单片机,结果就会有天壤之别!只因为单片机的通过你编写的程序可以实现高智能,高效率,以及高可靠性!
3.2 单片机的应用领域
单片机广泛应用于仪器仪表、家用电器、医用设备、航空航天、专用设备的智能化管理及过程控制等领域,大致可分如下几个范畴:
(1)在智能仪器仪表上的应用
单片机具有体积小、功耗低、控制功能强、扩展灵活、微型化和使用方便等优点,广泛应用于仪器仪表中,结合不同类型的传感器,可实现诸如电压、功率、频率、湿度、温度、流量、速度、厚度、角度、长度、硬度、元素、压力等物理量的测量。采用单片机控制使得仪器仪表数字化、智能化、微型化,且功能比起采用电子或数字威廉希尔官方网站 更加强大。例如精密的测量设备(功率计,示波器,各种分析仪)。
(2)在工业控制中的应用
用单片机可以构成形式多样的控制系统、数据采集系统。例如工厂流水线的智能化管理,电梯智能化控制、各种报警系统,与计算机联网构成二级控制系统等。
(3)在家用电器中的应用
可以这样说,现在的家用电器基本上都采用了单片机控制,从电饭褒、洗衣机、电冰箱、空调机、彩电、其他音响视频器材、再到电子秤量设备,五花八门,无所不在。
(4)在计算机网络和通信领域中的应用
现代的单片机普遍具备通信接口,可以很方便地与计算机进行数据通信,为在计算机网络和通信设备间的应用提供了极好的物质条件,现在的通信设备基本上都实现了单片机智能控制,从手机,电话机、小型程控交换机、楼宇自动通信呼叫系统、列车无线通信、再到日常工作中随处可见的移动电话,集群移动通信,无线电对讲机等。
(5)单片机在医用设备领域中的应用
单片机在医用设备中的用途亦相当广泛,例如医用呼吸机,各种分析仪,监护仪,超声诊断设备及病床呼叫系统等等。
此外,单片机在工商,金融,科研、教育,国防航空航天等领域都有着十分广泛的用途
4 设计思想
根据油嘴加工工艺及加工工件的参数,由步进电机驱动电极移动,要准确地自动实时采样,改变步进电机的工作频率,以控制步进电机的进给量,为了符合油嘴的座面要求,在加工过程中,根据试验得到的耗损比值,利用查表法编程方法来对电极进行实时修正,这是控制砂轮电机完成的。根据不同的粗坯工件的加工深度,采取相应的频率以及控制运行的步数。其工序顺序控制逻辑包括:
(1)快速趋进
为了提高工作效率,在工件安装好后,步进电机必须快速趋进被加工工件的表面。
(2)快速退回
当加工完预置的加工量后,步进电机必须退回到初始位置。
(3)粗磨
对于加工尺寸大的毛坯,为了提高工作效率,可选择单独进行粗加工,粗加工时,步进电机以粗磨速度进给,同时通过改变放电电压,切换放电电容,控制放电火花,放电快,提高加工速度。
(4)精磨
当加工尺寸较小,为了保证座面的角度和光洁度,采用精磨的方式,精磨时,放电火花小,加工电压低,这也是通过软件控制继电器切换加工电压和放电电容实现。
(5)粗精磨
本系统可进行粗精磨加工一次完成。在开始加工时采用粗磨,当加工到一定范围以内(如3丝),系统自动转换为加工,这样既提高了加工速度,又保证了精度和光洁度。系统在两种加工方式下能控制火花放电量。
我们选用三相拍步进电机(45BF3)作为电极的进给驱动部件。被控制的步进电机有正转(进刀)、反转(退刀)和停转三种基本工作方式,正反转又各有不同的运行频率(即进刀或退刀速度)要求,进刀、退刀速度是根据软件进行调整的。当步进电机三相绕组按A→AB→B→BC→C→CA→A的顺序得电,就可实现正转,反之,若按A→AC→C→BC→B→AB→A的顺序得电,就可实现反转,若输出状态始终保持不变,电机也就停止了运行,利用8031的P1 口的P1.0、P1.1、P1.2控制电机的三相绕组,达到控制其运行方式。
在加工过程中,同时要控制加工电压、切换放电电容,当修复加工电极时,要切换工件、电机的电压。这些都是软件来控制各个继电器按一定的时序的开、闭实现。
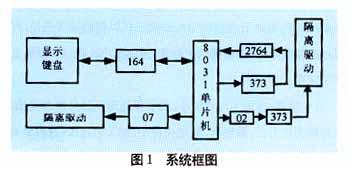
5 系统硬件设计
本系统硬件由四个部分组成,即由8031单片机、2764EPROM以及74LS373组成的基本系统,驱动威廉希尔官方网站 、采样威廉希尔官方网站 和显示与键盘扫描威廉希尔官方网站 。这里主要介绍基本系统及驱动威廉希尔官方网站 。
(1)基本系统
系统设立了5位显示器和7个按键,显示器分别显示加工的模式状态、设置值、加工剩余量,七个按键分别为:启动、复位、暂停、十位置数位、个位置数位、置数功能键、加工模式选择,当置数按键起作用后,可给十位和个数置数,加工模式选择可选择粗磨、粗精磨加工方式。在软件中将1~99丝的加工量根据一定的转换关系转换成相应的数据存入一个表中,在加工时根据不同的加工量取相应的表中的数据即可。用串行输入、并行输出移位寄存器74LSl64连接LED 显示器与键盘。
(2)驱动威廉希尔官方网站
程序控制8031P1口输出数据,通过74LS07驱动器使步进电机正、反转,考虑到本系统在加工过程中高低频辐射及现场电网波动引起的干扰,因此采用光电隔离。
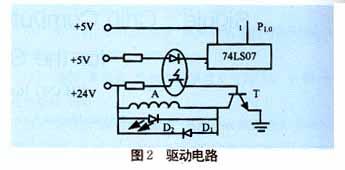
当P1.0输出为高电平,则74LS07第1脚输出为低电平,此时光耦二极管导通,发光三极管也即导通,三极管T也导通,使绕组受到24V的激励,反之则光隔离,绕组不受电压激励。二极管D1起保护作用发光二极管D2指示电机的每相的工作状态,也为维修带来方便,同样可用程序控制P1口其它位输出。74LS373也可以作为继电器的控制或为以后扩展控制作用。
6 系统软件框图
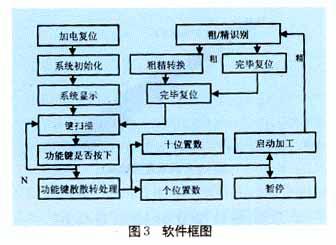
系统上电复位后,从8000H单元开始执行程序。首先进行系统初始化,然后进行显示调用和键扫描及按键处理。当按置数键后,可对十位、个位调整设置相应的加工步数,按启动键后,系统启动定时器中断,进入加工状态,加工完成后,显示其状态并退刀,电极退回到原位。
根据步进电机正反转的控制状态,确定出相应的控制字,然后存入一个表中,在程序中根据加工的状态取相应的控制字输出。步进电机的步进步数也是根据步进电机的步进当量和电极的耗损系统来确定相应的控制参数,将1~99丝的控制数存入一表中,在加工时与表中相应的单元进行比较。而步进电机转速的快慢,可以通过改变定时常数来实现速度的调整。
在设计软件过程还加进了干扰自动保护措施。在程序运行时,利用8031的定时器跟踪程序,当程序正常时,定时器不断得到复位,若由于干扰使程序出错,定时器便能够使程序返回到出错点,从而使程序继续运行。
7 小结
本系统已在某油嘴油泵厂投入使用,实践表明,该系统性能可靠,操作也很方便,给企业带来了明显的经济效益。
-
精密火花机加工心得2012-05-03 0
-
有没熟知火花机的朋友2012-09-29 0
-
FPDLINK的电火花干扰优化测试2022-11-09 0
-
基于单片机控制的PS/2电火花机键盘系统设计2009-11-01 735
-
基于单片机控制的电火花加工电源2010-05-31 983
-
火花机加工原理及作用2010-08-25 11036
-
先进的电火花技术2011-02-23 1443
-
单片机控制系统在电火花机床上的应用2012-02-13 2158
-
用于电火花加工机床的直流直线电机DSP控制技术研究2016-05-05 713
-
如何DIY制作一个迷你电火花机2018-11-27 7205
-
电火花加工有哪些类型2019-10-10 31327
-
如何DIY一个迷你的电火花机2020-04-10 9514
-
数控火花机设计方便操作者读取数据,操作简单便捷2021-05-19 1135
-
火花机配件滚珠螺杆2023-12-13 507
全部0条评论

快来发表一下你的评论吧 !
