

探讨医用高分子材料及最新的塑料原材料及其加工过程和在医疗器械领域的应用
电子说
描述
一、医用高分子材料种类
塑料作为一种十分重要的材料,在医疗卫生领域得到了广泛应用。它既可制成一次性医疗器械如点滴瓶、注射器等,又能用于非一次性医疗设备如计量器、外科仪器等,医用塑料领域是目前塑料工业最有发展潜力的市场之一。根据实际应用,医用塑料材料大致分为制作。
人工脏器、修复人体缺陷和制作医疗器械三大类。
(1) 植入体内,永久性替代使用的人工脏器或部位的塑料材料。例如人工血管、人工心脏瓣膜、人工食道、人工气管、人工胆管、人工尿道等。此外,在手术过程中,用于体外暂时替代使用的人工脏器有人工肾脏、人工心脏、人工肺、人工肝脏等。
(2)修复人体某部分缺陷的人工材料。例如人工皮肤、人工骨、人工关节、人工耳朵、人工鼻、假肢、角膜接触眼镜等。
(3)用作医疗器械的塑料材料。例如医用容器有输液瓶、输液袋、输血袋、腹膜透析液袋、血袋等;一次性医疗用品有注射器、输液器、输血器、静脉导液管、各种插管、血液导管、检验用具、病人用具、手术室用具、诊疗用具和绷带等。
不同种类的塑料在医用塑料市场上的消费比例是不同的。聚氯乙烯(PVC)和聚乙烯(PE)用量最大,各占28%和24%;聚苯乙烯(PS)占18%;聚丙烯(PP)占16%;工程塑料占14%。
在工程塑料中,聚对苯二甲酸乙二酯(PET)占23%,ABS/苯乙烯-丙烯晴共聚物(SAN)占16%;聚碳酸酯(PC)占12%;聚甲基丙烯酸甲酯(PMMA)占10%,其它医用工程塑料有尼龙(PA)、聚甲醛(POM)、聚氨酯(PUR)、有机硅、氟聚合物、纤维素塑料、聚乙烯吡咯烷酮(PVP)等。
二、医用高分子材料特点
同普通高分子材料相比,医用高分子材料在单体及其聚合物的残留、锌、铅、镉、铜、钡、锡等金属离子的残留及树脂纯度、分子量分布等都有较高要求。但是在塑料类医疗器械的制备和产业化过程中,决定医疗器械质量和水平的不仅仅是医用塑料本身的性能。实际上在塑料类医疗器械的制备中,加工工艺和技术装备条件在塑料类医疗器械的质量和水平中起着决定性的作用。
医用高分子材料的特点如下:
(1)优良的热稳定性、化学稳定性及可杀菌消毒;
(2)优良的生物体替代性和生物体相容性,不会引起炎症和过敏,不会致癌,具有抗血栓性;
(3)长期埋植在体内,不会丧失拉伸强度和弹性模量等物理力学性能;
(4)易于加工成所需要的复杂的形状。
三、医用高分子材料加工特点
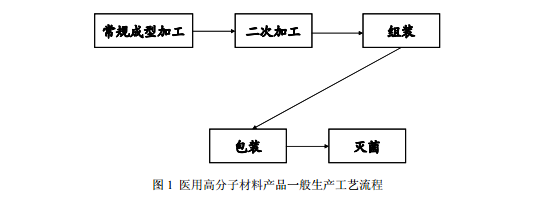
制备医疗器械的车间必须是全封闭式,并安装大功率空调换气机以及时排除有害气体,保证车间恒温及空气清洁,产品生产过程中,严禁使用脱模剂与除锈剂,确保产品不受到污染。目前我国已经出台相关标准对医疗器械的生产环境进行规定,如要求实施GMP规范和医疗ISO质量管理体系,确保生产流程各点不出现问题。医用高分子材料产品一般生产工艺流程如图1所示。
四、医用高分子材料产品加工技术
4.1.专用设备与加工技术
微注射、高速高精密注射、注拉吹成型、拉吹成型、挤吹成型、精密挤出、多层共挤吹塑、多层共挤流延、热压成型
4.1.1医用导管高速精密挤出
精密医用导管,如图2所示,主要特征是:尺寸微小(0.5毫米至数毫米)、形状复杂、几何精度要求高、卫生指标高、生化稳定性高等。
图2精密医用导管
精密医用导管的管材部分采用挤出成型方法进行生产,配件主要采用注射成型方法进行生产。其中管材部分的生产工艺流程如图3所示。
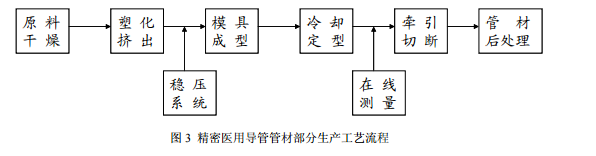
图 4 是一种微细介入导管机头的双管挤出式结构,当物料进入人字形机头体后,在分流锥的作用下逐渐分成两股,分别进入单管流道并独立成型,一次可连续成型两根导管。
图 5所示一种共挤出机头结构,采用共挤出技术制造的多层管具有单层管所没有的物理性质。共挤出成形管的内壁或外壁通常具有一层或多层厚度为 0.002 至 0.005 英寸的涂层薄皮。
薄皮能与较厚的(0.005 至 0.100 英寸)主要内层或中间过渡层组合在一起。外皮能够避免功能层材料的损伤,或防止管件的内置物与使用者和/或其他内置物相互接触。
挤出成型是指将塑料熔化后泵送入加热的模具,使其冷却成形的过程。共挤出也是同样的过程,只是采用了多台挤压机泵送多种材料来制造产品。共挤出技术在当今医疗设备市场上的用途极为广泛。特别值得一提的是,制造商可以通过不同材料的组合来改善产品的性能,这些改变包括更好的化学耐受性、机械性能、视觉美感,以及成本的降低。
由于所用材料存在差异,管件可能具有完全不同的物理性质。例如,PVC 管可软可硬,可透明或不透明,其耐久性适用于大多数医疗领域;聚乙烯管的硬度和化学耐受性更强,却是半透明物质;聚碳酸脂管的透明度高,耐高温,却非常坚硬。如果用某种材料制成的管件缺少某种物理性质,通过共挤出技术就可以为其增加这种性质。
图 5 是一种共挤出成型机头,图 6 显示的是一层很薄的高硬度热塑橡胶被压进低硬度热塑橡胶的内部。该组合提供了一个相对较硬的内表面,便于电缆的插入,而管件仍然保持其基本的物理柔韧性。
4.1.2 中空成型(挤吹,注吹,注拉吹)
中空吹塑成型的一般原理为将压缩空气鼓入熔融的型坯,使之横向吹胀,紧贴于模具型腔表面,经过冷却成为中空制品,根据型坯制造方法不同,可分为注射吹塑、挤出吹塑、注射拉伸吹塑、挤出拉伸吹塑和多层吹塑等。
见图7和图8的注射吹塑和挤出吹塑的工艺过程。
4.1.3医用多层薄膜生产
在大输液袋及其二次包装领域,PE、PP、PA和其它适用材料已渐渐取代PVC。但是,单层聚烯烃薄膜在性能上并不能完全取代PVC,因此需要3、5甚至7层的多层共挤系统才能解决此特殊问题。在生产过程中,从制膜到制袋,袋内保持高度洁净;薄膜各向性能均衡;可针对不同结构层应用合适材料。
4.1.4真空和热压成型
将裁成一定尺寸和形状的片材,夹在模具的框架上,让其在高弹态的适宜温度加热软化,片材一边受热、一边延伸,而后凭借施加的压力,使其紧贴模具的型面,取得与型面相仿的形样,经冷却定型和修整后即得制品。
4.2.二次成型设备
表面改性、管体的端部成形、管体的焊接、气囊成形、气囊组装、管体开孔等
组装机(线):输液器组装机、注射器组装机、管路组装机
4.2.1表面改性
表面改性可以改善导管的物理机械性能,增进生物相容性。事实上,大多数的生物反应发生在表面,因此,对医疗器械尤其是介入性和植入性器械界面、表面特性在医疗器械中有现实的重要意义,也是考察医疗器械技术水平的重要指标。
导管涂层的处理方法包括喷涂、浸渍、真空沉积技术、等离子沉积、化学电镀、接技或键合、水凝胶包覆法、导管的复合挤出等。通过表面处理可以改变医疗器械的性能或赋予产品的特殊功能如硬度、耐磨性、结合强度、润滑性、润湿性、血液相容性、抗菌性和耐细菌粘附性、细胞生长和组织整合、蛋白质和细胞粘附性能等。
常见涂层有:
(1)抗凝血涂层,可提高生物相容性,延长医用塑料产品与血液的安全接触时间,提高治疗效果;
(2)超润滑涂层,可避免损伤,减少阻碍,减少手术时间,减低插管力量,增加病人舒适度,降低痛苦,增强导管进入弯曲组织如血管等的能力,减少组织刺激和损伤,涂层同样可以提供抗菌和药物释放功能;
(3)抗粘附涂层,可防止与人体组织的粘联等;
(4)抗菌涂层,可使长期植入人体部件抗菌;
(5)超声涂层,可提高超声显像度;
(6)磁性涂层,可提高磁性显像度。
文献中采用静电吸引层层自组装技术(Layer-by-Layer self-assembly,LBL),在体外循环PVC导管表面组装锌/多糖多层薄膜,使得材料表面形成稳定的糖锌络合物涂层,进行表面抗凝血修饰以提高其血液相容性。
4.2.2焊接
目前塑料的常用连接方式有粘接、机械连接、焊接等,其中焊接是重要的一种,它具有连接强度高、表面连续性好、应用范围广、工艺简单、可实现机械化、生产效率高等优点,得到了广泛应用。
(1)热熔焊接
利用加热板或加热丝使被焊接的塑料件对接面熔化,再通过压力使对接面连接达到焊接牢固的目的。热融焊接常用于焊面为圆形的医用塑料制品及医用包装袋等的制作。比如,医用塑料输液瓶的瓶口、医用塑料或纸塑复合包装袋等。
(2)超声焊接
超声焊接的原理是以20kHz的频率造成高速振动,使塑料与塑料的对接面因摩擦生热而融合;若用于塑料与金属的焊接,可在不足1s内将金属焊接于塑料驳口内。超声焊接是一种新颖的塑料二次加工技术,以其高效、优质、美观、节能等优势而发展起来。超声焊接使用范围广,可实施的方法多,如平面焊接法、铆接法、点焊法、镶嵌法等。
超声焊接已应用于血液透析器、血浆采集器等医用制品的制作中,如血浆单采离心分离器的杯体与压盖的焊接,采用此种焊接法替代了化学粘合,解决了离心杯高速旋转时引起的粘合剂融化现象,取得了良好的效果。此外,在医用防护口罩、防护服、输液器、球囊扩张导管的制作过程中也常采用这种方法。
(3)高频焊接
高频焊接是利用热塑性塑料在高频电极间会因分子极化而随电场变化产生运动,分子间发生摩擦,使电能转变成热能,塑料本身生热直至熔融,从而达到连接的目的。高频焊接常用于血袋、引流袋、尿袋等袋类医用制品的制作和一些医用包装袋的封口。
(4)振动焊接
振动焊接是一种通过摩擦生热的自限加热焊接方法。通常以一定的线性位移或角位移进行摩擦生热,使两块制件的接触面熔融。可用于大部分热塑性塑料,尤其适用于结晶性塑料如PE、PA、PP等不易进行超声或熔融焊接的塑料。
振动焊接具有焊接速度快、能自动调节焊接温度、焊缝不出现过热、焊缝区很少有杂质等诸多优点,在医用塑料制品方面应用较多。特别适用于超声焊接不易实现的较长的线性接头和热板焊接需用较长时间完成的接头。
(5)激光焊接
激光焊接是一种高速、非接触焊接热塑性塑料的方法。在正常的工作条件下,激光辐射非常强烈而集中,通过激光辐射将焊接部位挤在一起并在焊接接头区域留下散开的激光束以焊接塑料。激光焊接主要用于焊接敏感性塑料制品如含有线路板的配件、具有复杂几何形状的塑料制品及有严格洁净要求的塑料制品例如医药设备等。
5.2.3其它二次成型
其它二次成型有管壁打孔、尖端成型、定型加工、刻度印刷、OEM组装等。
二次加工后的导管
-
高分子磁性材料的频率温度特性及应用2008-07-16 0
-
2020上海国际医用敷料及耗材展览会2020-01-13 0
-
高分子材料老化测试之氙灯丨老化试验2021-07-06 0
-
高分子材料的电学性能2009-03-23 981
-
高分子材料湿敏元件2009-11-12 1248
-
磁性高分子材料介绍及应用2010-03-11 1712
-
生物医用材料市场概况及其在3D打印中的应用2019-02-04 5474
-
高分子材料成分分析方法2021-05-20 4018
-
一种结合了热朔型和热固型塑料二者优点的新型高分子材料-vitrimer2020-10-30 13926
-
3D打印技术与高分子材料2020-12-26 775
-
四种特殊功能高分子材料2023-06-11 3780
-
轧机牌坊磨损修复为什么使用高分子复合材料,看过详实的数据支撑你就明白2021-09-22 782
-
什么是导电高分子材料?2021-12-31 8117
-
耐高温高分子材料2023-08-07 1638
-
高分子材料:构筑现代世界的微观奇迹2023-11-27 639
全部0条评论

快来发表一下你的评论吧 !
