

自动化焊接机器人将提高焊接作业经济性
工业控制
描述
因为采用独立且反应灵敏的系统可以提高生产率,并能降低企业的单件产品成本,所以目前使用工业机器人已成为一种趋势。由一种自动化装置连接上一个独立的Ethercat计算机辅助设计的机器人进行焊接作业,提高了焊接作业的经济性。
美国得克萨斯州休斯敦的ARC公司是生产焊接与切割装置的专家,该公司的产品多达90%用于油及天然气工业,其用户分布在世界各地。ARC公司生产的自动化焊接与切割装置采用了市场上普及的标准型计算机辅助威廉希尔官方网站 ,该技术可确保长期使用。而与之相反,在选择设备的控制装置时,ARC 公司为了竞争的需要,绝大多数采用断开式控制系统。原因是该控制系统是一个独特的设计方案,在之后的保养维修阶段很少出现问题,ARC公司对此深信不疑。
自动化适用于快速等离子焊接法
很长一段时间以来,ARC公司无数的用户在使用公司的等离子焊接装置。等离子焊接法与激光焊接法相比很经济,但缺点是在短短的焊接作业周期时间内,仅使用激光焊接法还达不到要求。其原因是,使用传统的等离子焊接装置虽然焊接质量高,但是与使用激光焊接装置相比,等离子焊接作业非常慢,作业时要求有一个较高的热输入。
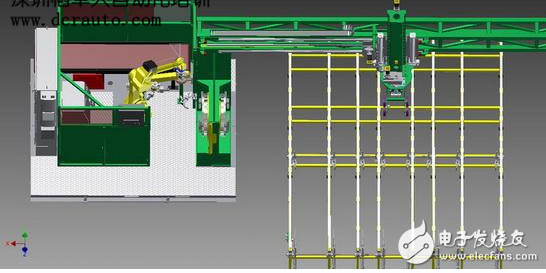
图1 ARC-11-RB 型焊接机器人是一台用于组装和液体清洗设备的自动化焊接机器人
为了提高等离子焊接的效率,ARC公司在自己的实验室研发出了新的焊接方法,即三重脉冲焊接法。这种新的焊接法在著名的钨惰气焊接法的基础上研发而来。三重脉冲焊接法的基本思想是基于使用三种不同强度的电流,以达到在产生微弱热能的情况下,能够有较高的热传递速度。使用这种方法可以使等离子焊接装置达到激光焊接装置相类似的焊接效率,同时又很经济。
应得克萨斯州的一个大用户委托,ARC 公司研发出用来安装液体清洗设备的ARC-11 RB自动化焊接机器人(图1)。为此,三重脉冲焊接法焊接装置首次实现了集成化。ARC-11 RB自动化焊接机器人装置装备有Beckhoff公司CX1010型嵌入式PC和控制装置Twincat NC PTP(图2),其软件系统采用WINOOWs XP。该嵌入式PC结构紧凑,布置在一个箱子里,用来控制整个焊接装置,还包括控制车间里的门架式起重机、机器人功能、操作工作面、感应式加热部件、焊接工件运送装置以及所有使用压缩空气作业的部件。
图2 Beckhoff公司装有Twincat NC PTP软件的CX1010型嵌入式PC控制ARC-11-RB焊接作业全过程
由于采用了上述技术,加快了整个焊接作业过程,并实现了整个焊接作业的各个步骤的自动化。整个焊接作业的步骤为:车间内的门架式起重机提升切割成额定长度的管子,将其送入一个张紧装置内(图3)。
与此同时,焊接机器人从传送带上抓起一个终端环并将其放入第二套拉杆对内进行定位(图4)。
机器人对着焊炬变换着工件抓紧装置并将终端环与管子焊接在一起(图5及图6)。之后,两个张紧器自动开启,门架式起重机将一端完成焊接工件取出。接着管子转动180°,管子的另一端被放入张紧装置中,焊接作业程序重复。待焊接工件完成另一端焊接作业时,门架式起重机将该完成焊接作业的管子运送到一个存放架上。工件的外形尺寸不同,这种焊接作业持续时间最多为2min。
Fanuc公司Arcmate M 710i C-50型机器人由Beckhoff公司CX1010型嵌入式PC进行控制(图7)。采用Powerwave R350 型Lincoln焊接电流供电装置,该供电装置通过Devicenet主集成威廉希尔官方网站 组件直接无缝连接在Beckhoff嵌入式PC上。Ethercat接线夹充当I/O系统使用,这些接线夹直接按顺序布置在CX1010型Beckhoff嵌入式PC上。在焊接作业不需要通过 Devicenet接口供电,或是在焊接时应用该Devicenet接口供电反应时间极其短时,ARC焊接装置使用 EL403x型模拟式Ethercat输出接线夹。
焊接机器人装置功能在PC-CPU上实现
根据工业控制的要求,ARC 公司自行设计出焊接机器人的控制人员界面的可视化软件。通过使用该软件,焊接作业操作人员的眼前出现的是与原来使用 WINOOWs- PC窗口那样的自己已经习惯的窗口,这样的环境下操作焊接机器人更为容易和自如。 Twincat ADS 将控制人员界面与控制装置连接起来。Twincat 动态影像转换器将焊接机器人控制集成入Twincat 自动化组。
Twincat动态影像转换器透明地集成入已存在的输送控制范围里:机器人技术和输送控制功能与Twincat NC PTP(轴点对点定位)或是NC I(在三维图像中插入轴的定位)同步实现最佳化。所有NC的性能,如“曲线转轮”或“飞锯”(从动轴与行驶着的主轴的同步化)可以在一个共同的软硬件平台上任意连接。该软硬件平台还支持各种平行和系列动态画面:2D平行动态画面、3D-Delta、剪接动态画面、Scara、坐标式门架起重机以及转动的动态画面。
编程采用坐标系统的规则,在此控制计算各种相关的电动机位置的反演动画,选择和动画组态在Twincat系统中生成。在动画信道,如在Delta型杆长与偏移均是数据化显示。为了进行动态预控制,可提前给定焊接工件的重量和重量的惯性。为了使机器人能够顺利抓起和放下焊接工件,使用者可以借助于“飞锯”和“曲线转轮”功能,在传送带上同步实施。对于AX 5000 系列Beckhoff驱动器,Twincat动态画面转换器是最佳化的(图8)。
这里SPS、 运动控制、 HMI以及机器人技术只能在工业 PC-CPU上运行。这对于使用者来说有以下优点:
●不需要另设置一个控制机器人的CPU;
●因为组态、数据化和诊断在一个系统内进行,所以降低了能源成本;
●Twincat 是知名的、一体化的组态、数据化和诊断工具;
●通过用于SPS、 运动控制和机器人技术的各CPU的相互配合,省去了因不匹配而产生的损失;
●由于采用直接界面,省去了各CPU间繁琐的相互配合,因此提高了焊接作业的效率和精密度。
焊接工件自动化张紧使产量提高了30%
如前介绍的那样,在焊接作业中可在ARC-11 RB的全部数据基础上,通过Ethercat的跟踪检验功能实现焊接作业的监控。此外,因为所有的代码出自同一中心,所以可以实现用户专用代码的参数化。通过使用Ethercat,用户专用代码可以较为简单地书写。因为ARC公司接到的委托大多是特殊工件焊接,因此该公司接受的焊接机器人设计委托往往还是较为麻烦和复杂的。
如果比较考虑ARC-11-RB焊接机器人的控制设计方案的复杂性,ARC-11-RB焊接机器人从设计到应用仅用了4周时间,之后的结构和组装在3周之内便完成了。在此,ARC公司实现了焊接工件自动化张紧与取下,与人工张紧和取下焊接作业的方法相比,产量提高了30%。在这种情况下,只有焊接工件的装车和卸车是手工进行。由于采用Twincat,所以在简单的拓扑学基础上进行机器人控制装置的轴布线,仅需要1h便能完成。该焊接机器人的控制装置组件少,且机构紧凑,所以配电箱的外形尺寸较小。
采用WINOOWs软件的PC控制装置可提供遥控
ARC公司提供的焊接机器人PC控制装置采用的是WINOOWs软件,因此有着为用户提供遥控的可能性。用户可与他们的局域网相连,以实现对焊接机器人的遥控,也可得到ARC公司的网上售后服务。世界各地的焊接机器人用户均可通过遥控得到ARC公司在问题分析方面所给予的支持,以便找到机器人焊接设备所产生问题的原因,并通过在软件里的更改来排除这些问题,这样便大大降低了用户在焊接机器人设备维修保养上的成本。
ARC公司与Beckhoff公司在Twincat 3系统方面具有进一步合作的潜在可能性:在一体化机器编程、可视化技术、HMI可视化方面共同形成一个唯一的必要的软件环境方面,两个公司的合作具有优势。ARC公司表示,鉴于迄今为止双方在合作提高焊接作业生产效率和降低生产成本方面所取得的成效,ARC公司今后还将在其他机器设备和机器人上采用德国Beckhoff公司的自动化控制装置。
-
焊接机器人加装激光焊缝跟踪传感器是焊接自动化的发展趋势2020-03-16 0
-
焊接机器人的结构组成是什么?2020-03-20 0
-
焊接机器人的结构与原理2020-11-16 0
-
工业焊接机器人实训平台介绍2021-07-01 0
-
焊接机器人编程人员的工作内容2021-07-02 2114
-
自动焊接机器人能解决传统焊接哪些问题2021-08-13 1676
-
全自动焊接机器人的优缺点2021-08-16 9537
-
工业焊接机器人有哪些优势2021-08-19 2137
-
焊接机器人为什么能够代替传统焊接?2021-09-02 1813
-
如何提高自动焊接机器人的速度?2021-11-17 1944
-
如何检验焊接机器人焊接质量?2021-12-09 2017
-
焊接机器人会代替传统焊机吗2021-12-22 1220
-
自动焊接机器人如何保证焊接质量2022-12-29 508
-
自动焊接机器人如何使用2023-10-19 1673
-
焊接机器人推动焊接自动化的发展2023-11-06 564
全部0条评论

快来发表一下你的评论吧 !
