

数控车床编程入门知识浅析
工业控制
描述
数控车床编程入门知识
一、车床的坐标系与运动方向的规定
1、永远假定工件静止,刀具相对于工件移动。
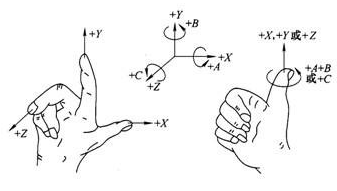
2、坐标系采用右手直角笛卡尔坐标系。如图所示大拇指的方向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。在确定了X、Y、Z坐标的基础上,根据右手螺旋法则,可以很方便地确定出A、B、C三个旋转坐标的方向。
3、规定Z坐标的运动由传递切削动力的主轴决定,与主轴轴线平行的坐标轴即为Z轴,X轴为水平方向,平行于工件装夹面并与Z轴垂直。
4、规定以刀具远离工件的方向为坐标轴的正方向。
当车床为前置刀架时,X轴正向向前,指向操作者。当车床为后置刀架时,X轴正向向后,背离操作者。
二、车床坐标系
车床坐标系是以车床原点为坐标系原点建立起来的ZOX轴直角坐标系。
1、机床原点
机床原点(又称机械原点)即车床坐标系的原点,是车床上的一个固定点,其位置是由车床设计和制造单位确定的,通常不允许用户改变。
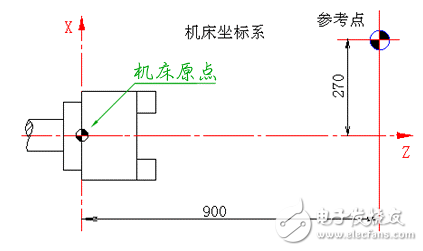
2、车床参考点
车床参考点也是车床上的一个固定点,它是用机械挡块或电气装置来限制刀架移动的极限位置。车床参考点的作用是给车床坐标系一个定位。因为每次开机后无论刀架停留在哪个位置,系统都把当前位置设定成(0,0),这就会造成基准的不统一。数控车床在开机后首先要进行回参考点(也称回零点)操作。车床在通电之后,返回参考点之前,不论刀架处于什么位置,此时CRT上显示的Z与X的坐标值均为0。只有完成了返回参考点操作后,刀架运动到车床参考点,此时CRT上显示出刀架基准点在车床坐标系中的坐标值,即建立了车床坐标系。
三、工件坐标系
数控车床加工时,工件可以通过卡盘夹持于车床坐标系下的任意位置。这样一来在车床坐标系下编程就很不方便。所以编程人员在编写零件加工程序时通常要选择一个工件坐标系,也称编程坐标系,程序中的坐标值均以工件坐标系为依据。
工件坐标系的原点可由编程人员根据具体情况确定,一般设在图样的设计基准或工艺基准处。根据数控车床的特点,工件坐标系原点通常设在工件左、右端面的中心或卡盘前端面的中心。
数控车床如何选用用刀具
在数控加工过程中,对刀具的选择是一个非常重要的环节。选对了刀具,不仅能够大大提升机床的加工效率,而且可以提升零件的加工质量,选错了刀具,则会造成事倍功半的后果,更有甚者会造成零件报废。跟普通机床相比,数控车床的主轴转速要高出很多,而且具有较大的输出功率。正因如此,跟传统的加工工艺相比,数控加工对刀具的选择更为严格。这种严苛性主要表现在对刀具的精度、强度、刚性和耐用度等方面。除此之外,数控刀具还需要有稳定的尺寸,以方便安装和调整。这要求数控刀具具有合理的结构、标准化系列化的几何参数。要提升数控车床的加工销路,高效稳定的数控刀具是其先决条件之一。如何选择数控刀具?其中主要取决于以下几个方面:被加工零件的几何形状、材料状态、夹具和机床选用刀具的刚性。应考虑以下方面:
1、数控刀具的类型、规格和精度等级应能够满足cnc车床加工要求。
2、精度高。为适应数控车床加工的高精度和自动换刀等要求,刀具必须具有较高的精度。
3、可靠性高。要保证数控加工中不会发生刀具意外损伤及潜在缺陷而影响到加工的顺利进行,要求刀具及与之组合的附件必须具有很好的可靠性及较强的适应性。
4、耐用度高。不同的材料制作出来的刀具耐用度也不同如:硬质合金刀具;高速钢刀具;金刚石刀具等。数控车床加工的刀具,不论是在粗加工还是在精加工中,都应具有比普通车床加工所用刀具更高的耐用度,以减少更换或修磨刀具及对刀的次数,从而提高数控车床的加工效率和保证加工质量。
5、断屑及排屑性能好。cnc车床加工中,断屑和排屑不像普通机床加工那样能及时由人工处理,切屑易缠绕在刀具和工件上,会损坏刀具和划伤工件已加工表面,甚至会发生伤人和设备事故,影响加工质量和机床的安全运行,所以要求刀具具有较好的断屑和排屑性能。
- 相关推荐
- 数控车床
-
浅析数控车床编程与操作2021-09-09 0
-
数控车床编程实例2007-12-25 2658
-
数控车床编程与操作课程教学大纲2009-02-16 1288
-
数控车床加工实验2010-02-24 1324
-
数控车床基本操作2009-02-16 3989
-
数控车床编程技巧2009-04-30 1195
-
单片机对数控车床应用2015-11-24 1016
-
智能数控车床百科2018-12-17 1963
-
数控车床的组成2019-04-23 10007
-
数控车床选购原则2019-04-23 3950
-
数控车床编程入门知识2019-05-30 28176
-
详解数控车床机器人2020-07-27 2860
-
斜床身数控车床和平床数控车床的区别2022-07-10 3353
全部0条评论

快来发表一下你的评论吧 !
