
资料下载


高速机器人分拣系统机器视觉技术的研究(1)
张可可
分享资料个
随着经济发展和人民生活水平的提高,传统产业的结构调整和升级已成为行业发展的共识。将机器视觉、机器人等先进技术引入传统的食品生产行业,改善自动化生产、保障食品加工过程安全卫生、提高生产效率、降低劳动强度,已成为现代食品加工与包装行业的一种新型趋势。机器视觉技术具有非接触测量、可靠性高、柔性好等特点,在工业自动化、视觉导航、虚拟现实等方面已获得广泛应用。机器视觉系统分为基于 PC 的视觉系统和基于视觉传感器的视觉系统两大类。基于 PC 的机器视觉系统的视觉检测全部由 PC 完成,检测速度受限。基于视觉传感器的机器视觉系统,由于视觉传感器将图像处理器、数字摄像机、I/O 接口等高度集成,并提供专用视觉开发软件,因此可大大简化软件开发难度、缩短开发周期、提高识别速度和可靠性,具有更为广阔的应用前景[1 - 2]。
1 高速并联机器人分拣系统目前食品加工自动生产线上,多数采用人工完成食品的检测、分级与分拣,既增大企业的人工 28 包装与食品机械 2014 年第 32 卷第 1 期成本和管理成本,也增加二次污染的几率,还不能保证 100% 的生产合格率。针对我国食品包装行业的发展现状与实际需求,基于机器视觉、机器人、运动控制等先进技术,构建了面向食品生产包装的高速机器人分装系统,如图 1 所示。
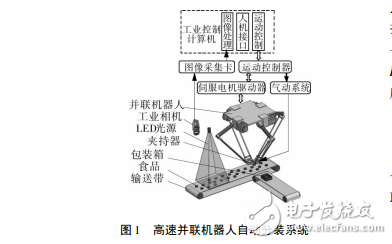
机器人分装系统主要由工控机、运动控制器、并联机器人、夹持器和基于工业相机的机器视觉系统组成。机器人分装系统采用上、下位机的控制体系。上位的工控机利用工业相机,采集输入皮带上的运动食品图像,采用机器视觉算法,对运动食品进行自动分级、定位与跟踪; 再通过下位的运动控制器,驱动并联机器人和夹持器动作,将食品按要求送入包装箱,实现食品的自动分拣与分装[3 - 4]。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章





