

锂电池铝塑膜冲压成型工艺
锂电池
描述
铝塑膜由日本昭和与SONY于99年共同研发而成,是软包锂电池的封装材料,由多种塑料、铝箔和粘合剂组成的高强度、高阻隔多层复合物。铝塑膜具有较高的技术门槛,为保证电池的长周期稳定运行,铝塑膜需要具有极高的阻隔性、良好的冷冲压成型性、耐穿刺性、稳定性和绝缘性。
铝塑膜主要结构:ON(表层)/AL(铝层)/CPP(树脂层)共三层材料构成,其中最外面尼龙层主要起保护作用;铝为基体材料,起防水和阻隔的作用;聚丙烯将铝与电芯隔开,防止泄露的部分液体腐蚀铝。粘合剂一方面粘结尼龙层与铝层,另一方面粘结铝层和聚丙烯层。
锂电池铝塑膜的主要用途就是作为电芯的封装材料,在叫法上因为区别钢壳、铝壳等硬壳封装材料,因此,采用铝塑膜封装的锂电池通常称为软包锂电池。
铝塑膜的是由外层尼龙层(ON)、粘合剂、中间层铝箔(Al)、粘合剂、内层热封层(CPP)构成的多层膜,是软包锂电池的封装材料。电池用铝塑膜被要求具备如下特点:
(1)具备极高的阻隔性;
(2)具有良好的热封性能;
(3)材料耐电解液及强酸腐蚀;
(4)具有良好的延展性、柔韧性和机械强度。
铝塑膜主要成分是ON/AL/CPP三层物质,每层之间以粘结剂粘合。根据复合工艺的不同,可以将铝塑膜分为干法和热法两种,如图1所示。干法工艺是铝和聚丙烯用粘合剂粘结后直接压合而成,热法工艺是铝和聚丙烯之间用MPP粘结着,在缓慢升温升压热压合而成。
干法工艺铝塑膜主要优势有冲深成型效果好,外观一致性好,不易出现针孔、鱼眼、杂质等不良,但其耐电解液性较差。热法工艺可以提高Al层与PP层之间的粘附力,使内表层防电解液溶胀脱落能力大大提升,但是这种特殊处理的MPP 需要较高的温度将其熔化才能起到粘结作用,冷却后,因与PP的收缩系数存在较大差异,很容易出现向内卷曲的情况。

ON/AL/CPP各部分作用:
Nylon :可以有效阻止空气尤其是氧的渗透,维持电芯内部的环境,同时可以保证包装铝箔具备良好的形变能力。
Al :可以有效阻止空气中水分的渗透,维持电芯内部的环境,具有一定的厚度强度能够防止外部对电芯的损伤。
PP :不会被电芯内有机溶剂溶解、溶胀等,是电芯内部环境的最直接的包装保护,绝缘,有效阻止内部电解质等与 Al layer 接触,避免 Al layer 被腐蚀。
铝塑膜冲压成型工艺
目前企业实际生产采用以下两种冲压工艺:
(1)可扩展性冲深:铝塑膜受到压边圈压力较大,铝塑膜边缘固定,固定部分不产生变形,难以对对冲深部分进行补偿,形成边缘部分由底部补偿,深浅可调性差,现在企业使用少;
(2)补偿性冲深:铝塑膜边缘压力可调,铝塑膜冲深部分可由边缘和底材补偿,铝塑膜整体运动和变形,厚度均匀,冲深能力强。
铝塑膜作为为软包电池中必不可少的封装材料,3C、储能与动力领域对软包电池持续增大的需求,或将带动铝塑膜的市场需求。
软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜冲压成型。成型工艺也叫作冲坑,就是利用成型的模具在铝塑膜上冲出一个能够卷芯的坑。
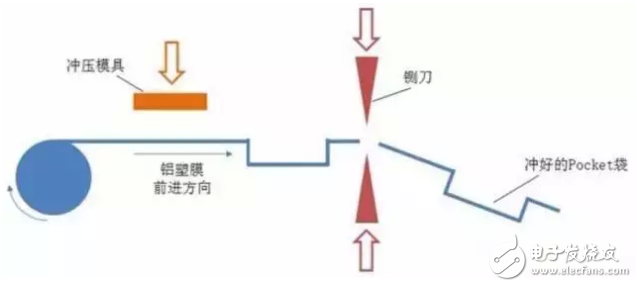
铝塑膜冲好后,裁剪成型,一般称为pocket袋,一般电芯较薄的时候选择冲单坑,在电芯较厚的时候选择冲双坑,冲双坑时会因为一边的变形量大会突破铝塑膜的变形极限而导致破裂。

有时候会根据设计要求,会在冲坑一侧选择冲一个小坑,以扩大气袋的体积。
4、包装侧封、顶封工艺
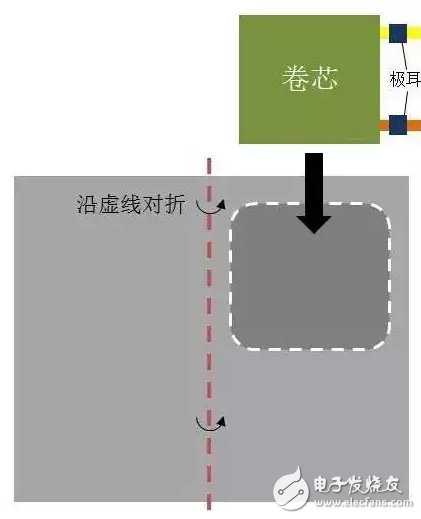
封装工序包含顶封、侧封两个工序,首先要把卷绕好的卷芯放到冲好的坑里,然后将未冲一侧沿冲坑一侧对折。
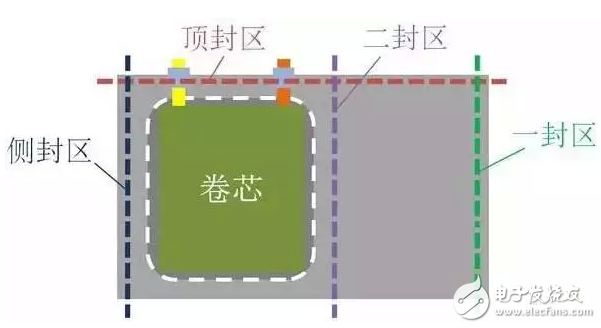
铝塑膜装入卷芯后,需要封装的位置包括顶封区、侧封区、一封区、二封区。
将卷芯放入铝塑膜后,就可将铝塑膜放到夹具中,在顶封、侧封机中进行封装。
顶封是要封住极耳的,极耳是金属(正极铝,负极镍),怎么跟PP封装到一起呢?这就要靠极耳上的一个小部件—极耳胶来完成了。
极耳胶具体的结构我不是很清楚,希望有懂行的人来补充。我只知道它也有PP的成本,也就是说在加热时能够熔化黏结。在极耳位的封装见下图中圆圈部分所示。
封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
5、注液、预封工艺
软包电芯在顶侧封后,需要做x-ray检查其卷芯的平行度,然后就进入干燥房除水气。在干燥房静置若干时间后,就进入了注液与预封工艺。
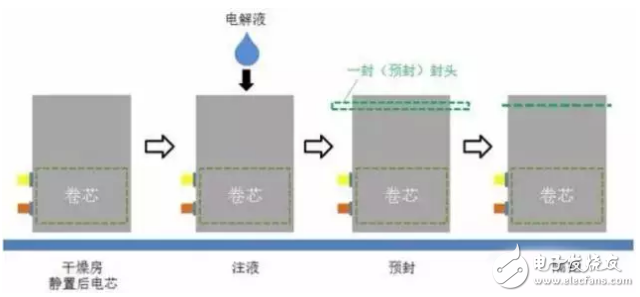
电芯在顶侧封完成后就剩下气袋那边一个开口,这个开口就是用来注液的。在注液完成后,需要马上进行气袋边的预封,也叫作一封。
一封完成后,电芯内部就完全与外部环境隔绝了。
6、静置、化成、夹具整形
在注液与一封完成后,需要将电芯进行静置,根据生产工艺的不同,分为高温静置和常温静置,静置的目的是为了让注入的电解液充分浸润机片,然后就可以拿去做化成了。
化成就是对电芯的首次充电,但不会充到最高电压,充电的电流也非常的小。化成的目的是让电极表面形成稳定的SEI膜,也是相当于一个把电芯激活的过程。
在这个过程中会产生一定量的气体,这也就是为什么会预留一个气袋了。
有些工厂会使用夹具化成,把电芯放到夹具里再上化成柜。这样产生的气体会充分的挤到气袋里,同时化成后的电极界面更佳。
在化成完成后,有些电芯,尤其是厚电芯,由于内部应力较大,会产生一定的变形。所以某些工厂会在化成后设置一个整形的工序,也叫作夹具baking(烘烤)。
7、二封工艺
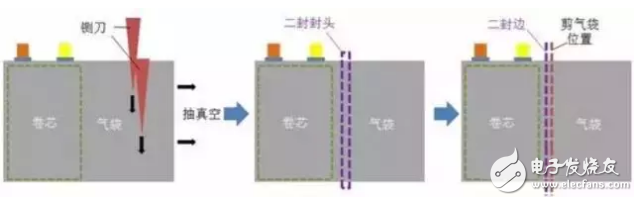
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一部分电解液会被抽出。然后马上进行二封,保证电芯的气密性。最后把气袋剪去,一个软包电芯就基本成型了。
8、后续工序
二封剪完气袋后需要进行裁边与折边,保证电芯宽度不超标。折边后的电芯就会进入分容柜进行分容,其实就是容量测试。
分容完成后,容量合格的电芯就会进入后续工艺,包括外观检查、贴黄胶、边电压检测、极耳转接焊等等,可以根据客户需求增减若干工序,最后进行OQC检查,然后进行包装出货。
-
聚合物锂电池的生产2013-05-10 0
-
Gocator三维智能传感器在锂电池缺陷检测的应用有哪些2020-07-31 0
-
国产铝塑膜技术面临的五大困境2018-03-02 8618
-
锂电池铝塑膜及其冲压成型工艺2018-06-08 11824
-
软包电池是动力电池发展的方向 动力锂电池铝塑膜国产化将加速软包电池发展2019-01-10 1119
-
软包锂电池的主要优势2019-06-13 7897
-
软包锂电池与锂电池包及铝壳锂电池的区别在哪里?2019-06-13 6930
-
一文了解锂电池铝塑膜2019-06-13 5992
-
锂电池铝塑膜产业链分析2019-06-13 4172
-
锂电池铝塑膜行业主要性能要求2019-06-13 3331
-
苏达汇成铝塑膜热法工艺技术解读2020-10-10 3724
-
软包锂电池和铝壳电池哪个好2021-09-21 15471
-
铝塑膜瑕疵检测系统的原理及优势2022-07-01 1313
-
资本赋能国产铝塑膜加速替代进口2022-12-21 459
-
技术前沿:电池铝塑膜2023-05-24 6759
全部0条评论

快来发表一下你的评论吧 !
