

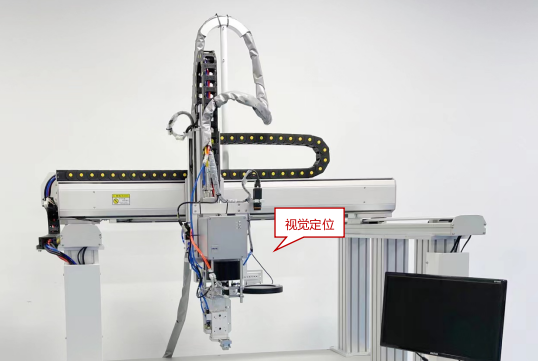
基于视觉定位的激光焊接系统的结构和组成
工业控制
描述
本文主要介绍视觉定位概念、一种基于视觉定位的激光焊接系统的结构和组成,及该焊接系统在锂离子动力电池注液口封口焊接中的具体应用。
激光行业背景
激光焊接技术在锂离子动力电池生产行业壳体焊接方面应用较为广泛,而锂离子动力电池作为作为国家重点扶持新能源项目发展较为迅速,为满足不同的市场需求,电池外形设计趋于多元化发展。
激光焊接技术为适应各种不同外形的电池壳体焊接,在焊接定位方式与夹具设计方面,也不断面临着各种技术革新。
机器视觉定位系统
机器视觉就是用机器代替人眼来做测量和判断,通过机器视觉产品即 CCD 模块,将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号。图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
因其定位精度高,定位速度快,定位结果可靠等优点,视觉定位技术在工业中得到越来越广泛的应用,对提高生产效率、达到生产智能化的目的起着至关重要的作用。
视觉定位在锂电池焊接系统中的工作流程
系统工作流程如下:
将电池放入夹具,夹紧气缸将电池加紧,XY 轴运行至拍照位置拍照,视觉定位系统根据图像信息进行分析,下压气缸压紧盖板,焊接系统根据定位坐标进行预焊,压紧气缸松开,运行焊接程序,焊接完毕进入下一循环。
进行焊接时,需要保证物件完全加紧压平,确保有效焦距的位置公差精度。
另外焊接过程中要使用氮气保护器,对焊接位置进行保护,防护产品氧化。
因注液口注液过程中不免有电解液溢出,溢出的电解液对注液口周围造成污染,影响最终焊接效果。
为保证焊接质量,焊接前要对电池进行检查,对注液口周围污渍进行清理。同时,应注意检查壳体与盖板是否平整,将电池放入夹具时应轻拿轻放,确保盖板与注液口配合良好。
机器视觉定位技术应用于激光焊接系统中,极大地提高了焊接时的定位速度与定位精度。
编辑:黄飞
-
激光焊接工艺有哪些?2024-10-12 0
-
贴片机视觉系统的基本组成2018-09-07 0
-
CCD机器视觉检测在激光加工行业的应用2020-09-15 0
-
四元数数控:深圳CCD机器视觉检测定位系统在激光加工里的应用?2021-12-14 0
-
CCD视觉定位系统在紫外激光打标机上的应用2022-03-08 0
-
激光焊接机组成部分2019-05-08 7465
-
激光视觉跟踪系统的工作原理及组成部分2022-06-17 2509
-
激光焊接系统在汽车装焊车间的结构组成2022-09-27 1245
-
激光视觉焊缝跟踪系统结构详解2022-12-22 1473
-
浅谈激光焊接定位引导2023-09-18 699
-
智造之眼丨激光焊接定位引导2023-10-21 647
-
激光焊接视觉定位引导方法2024-05-28 528
-
镭拓视觉激光焊接机:引领制造业的高精度革命2024-07-12 315
-
激光焊接监测系统有哪些2024-07-25 289
-
激光锡焊视觉定位技术的应用场景2024-12-13 124
全部0条评论

快来发表一下你的评论吧 !
