

汽车金属配件冲压工艺概述
描述
一辆普通的汽车由上万个零件组成,其中金属零件占据其中的主要一部分,而冲压工艺在汽车行业得到的广泛的应用。
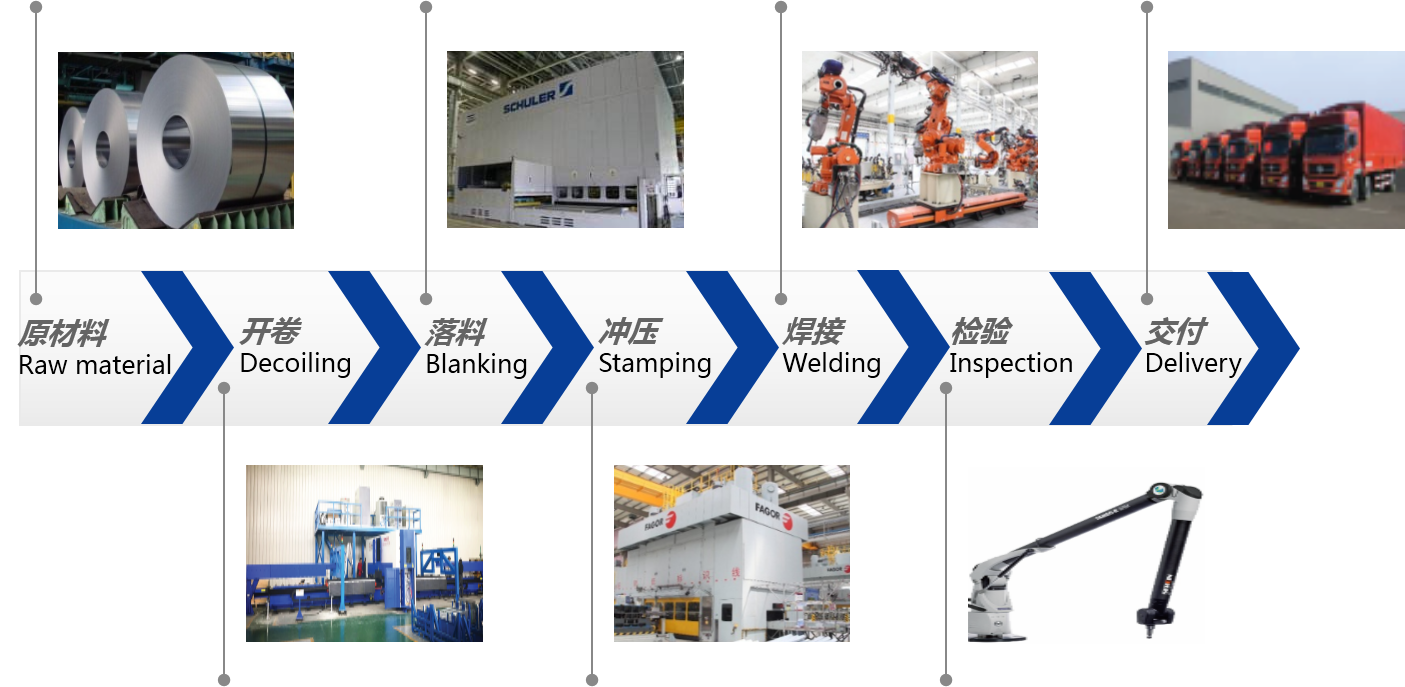
一、工艺流程冲压车间
原材料(板材和卷材)进入仓库→打开卷料→清洗片料与涂油,小件打开卷圈并剪切→冲压生产线→第一件合格的安装和模具调试→批量投入生产→合格零件防锈→入库。
二、冷冲压的概念和特征
1.冷冲压是一种压力加工方法,利用安装在压力机上的冲模在常温下对材料施加压力,使其产生分离或塑性变形,从而得到所需零件。
2.冷冲压的特性:产品尺寸稳定,精度高,重量轻,刚性好,交换性好,高效低耗,操作简单,易于自动化。
三是对冷冲压基本工艺的分类
冷冲压分为成型工序和分离工序两大类。
1.成型工艺是一种形状和尺寸的冲压件,在不破裂的条件下,坯料会产生塑性变形。
成型过程分为:拉延、弯曲、翻边、整形等。
拉伸:利用拉伸模将平坯(工序件)转化为开口空心件的冲压工艺。
弯头:将板材、型材、管材或棒材等弯成一定的角度,形成一定的冲压形状。
翻边:是将板材沿一定的曲率翻转成垂直边缘的一种冲压成型方法,用于坯料的平面部分或曲面部分。
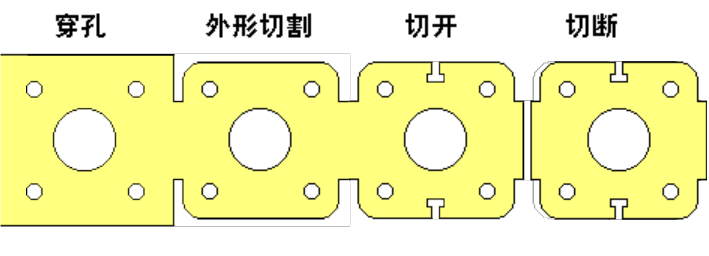
2.分离工艺是一种冲压件,它能使板材根据一定的轮廓线分离,从而获得一定的形状、尺寸和切割面质量。
分离过程分为落料、冲孔、切角、修边等。
落料:当封闭曲线以内的部分作为冲裁件时,使材料沿封闭曲线相互分离,称为落料。
冲孔:当封闭曲线以外的部分作为冲裁件时,使材料沿封闭曲线相互分离,称为冲孔。
(冷冲压工艺)
四、各工序名及其代号
冲压车间生产的零件中,有一部分属于包覆件,如:发动机罩外板、顶盖、车门等。
五、覆盖件的要求
1.尺寸和形状应满足检验工具和与焊接组件相匹配的样品。
2、表面质量好。不允许有波纹、皱纹、凹痕、划痕、划痕、压痕等缺陷在外罩件(特别是轿车的外罩件)表面,棱线要清晰、平直,表面要光滑均匀过渡。
3.刚性好。为了保证零件有足够的刚性,覆盖件在成型过程中应具有足够的塑性变形。
4.工艺性能好。为了降低冲压和焊接的生产成本,应具有良好的冲压工艺性能和焊接工艺性能。冲压过程主要取决于每个过程,特别是深度过程是否能够顺利进行并稳定生产。
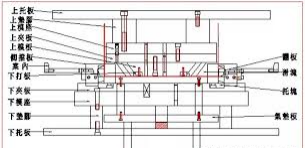
六、组成普通模具
1.工作零件。
包含零件,如凸模和凹模。
2.零件的定位。
主要有挡料销、定位销、侧刃等零件。
3.压料、卸料、顶料零件。
主要有卸料板、顶料器、气动顶料装置等部件。
4.零件导向。
零件包括导柱、导套、导板等。
5.零件的支持。
包含上、下模板及凸凹固定板等部件。
6.零件的紧固。
其中包六角螺丝、卸料螺丝等部件。
7.零件的缓冲。
其中包括卸料弹簧、聚氨酯橡胶和氮气缸等。
8.安全部件和其他辅助部件。
主要包括安全侧销、安全螺丝、工作限制器、存放限制器、上下料架、废料滑槽、起重杆、吊耳等。
9.安全侧销:主要作用是防止上模压料板紧固螺丝松脱或断裂,造成压料板掉落,造成人员、工装的重大损失。
10.储存限制器:主要用于防止模具弹性元件长期受压而失效,防止边缘长期接触影响边缘的寿命。(通常使用聚氨酯橡胶)
11.工作限制器:限制凸凹模进食深度的主要作用。
(冲压模具)
七、冲压片料单双张检测系统
在使用自动冲压机械手时,经常会因为金属片料表面张力问题,导致出现双张叠料,这些超厚的双张叠料进入冲压环节之后,极易损坏冲压模具。阿童木双张检测器,能准确检测自动上料机械手抓取的是单张或者双张片料。

阿童木金属双张检测器
- 相关推荐
- 汽车
-
汽车覆盖件拉延工艺设计CAD的研究2009-04-16 0
-
机器人冲压自动化生产线剖析设计要点2018-11-26 0
-
模胚厂家告诉你汽车配件模胚有哪些工艺?2019-09-26 0
-
五金冲压件的设计原则是什么?2019-10-11 0
-
打印机配件的性能概述2009-12-31 378
-
手机配件的适用机型/性能概述2009-12-31 441
-
机器人在金属冲压行业生产自动化的实现2018-08-10 2855
-
高温板材冲床上下料机械手在汽车冲压件生产企业中的应用2018-08-24 2169
-
基于人工智能技术的汽车制造冲压车间应用案例2018-12-30 5996
-
基于工业物联网的汽车冲压智能制造远程监控系统2023-03-30 339
-
连接器端子选择冲压工艺生产的原因2021-11-10 1338
-
汽车冲压模具3D扫描逆向工程画图修改建模设计服务2023-06-28 650
-
汽车外壳冲压五金配件叠料检测丨单双张检测解决方案2023-07-20 855
-
冲压工厂利用MES系统实现信息化管理的重要性2023-10-17 394
-
汽车零部件热冲压工艺的关键技术2024-08-16 335
全部0条评论

快来发表一下你的评论吧 !
