

电磁加热圈怎么制作_电磁加热圈制作方法
电子说
描述
电磁加热圈简介
电磁感应加热圈就是我们通常说的电磁加热控制器结合使用的加热线圈,至于说能不能节能,节能效果如何,除了跟电磁感应加热控制器的本身质量有关外,还跟不同行业的加热设备有关。一般节电效果至少能达到30%,最高的可达到70%以上。原有加热圈:它是通过热传导、辐射和对流等对料筒进行加热,电阻R产生的焦耳热(焦耳热是电子在电阻中移动时由于原子碰撞产生的热振动能量而发出的)→通过绝缘材料→到加热圈外壳→把热量传给料筒。电能转换为热量后,传导、辐射到料筒上能用的热能低于40%,造成大量的电能浪费,同时也使工作车间的环境恶化。
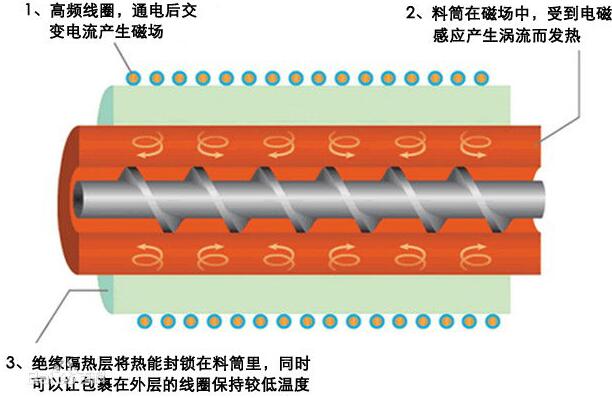
电磁加热圈原理
它是通过电力电子技术和电磁兼容技术,把220V的交流电源整流、滤波、逆变成25-30KHZ的高频交变电流。使高频交变电流转换为高频交变磁场,磁场碰到金属料筒又转换为高频交变电流,而此电流使被加热设备直接从内部发热的一种加热方式。它从根本上解决了电热片、电热圈等电阻式通过热传导方式加热的效率低下的问题。它的加热效率高达96%,使料筒外表温度由几百度降到几十度,同时还可充分利用螺杆摩擦热,使能源得到更加充分的利用。
电磁加热圈节电效果
用在塑料机械加热中,在各种树脂原料下的功率消耗对比数值,节电率显而易见。传统的加热行业,普遍采用是的电阻丝和石英加热方式,而这种传统的加热方式,其热效率比较底,电阻丝和石英主要是靠通电后,自身发热然后在把热量传递到料筒上,从而起到加热物品的效果,这种加热效果的热量利用率最高只有50%左右,另外的50%左右的热量都散发到空气中,所有传统的电阻丝加热方式的电能损失高达50%以上。而通过电磁感应加热,是通过电流产生磁场,使得铁质金属管道自身发热,再加上隔热材质,防止管道热量的散发,热利用率高达95%以上,理论上间节电效果可达到50%以上,但考虑到不同质量的电磁感应加热控制器的能量转换效率是不太相同的,以及不同的生产设备和环境,所有电磁加热节能的效果一般至少能够达到30%,最高能够达到70%
电磁加热圈制作方法
一、电磁加热圈原材料
高温线、高温板(环氧板)、热缩管(φ4~φ6)、502胶水、尼龙扎带、线鼻子(圆口4~6、开口4~5)、盐酸、锡条
二、工具
电感表、剪刀、锡炉、压线钳、剥线钳、短柄螺丝刀、笔等
三、原始电热圈基本数据的含义
如:φ145×801800W220Va、φ145×80指原电热圈直径145mm,宽度80mm;b、1800W指电热圈功率;c、220V指电热圈电压。
四、电磁加热圈的制作
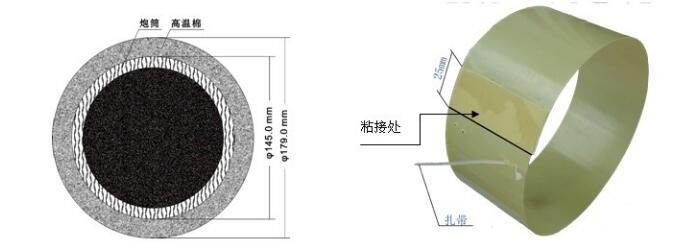
制作电磁加热圈周长的计算L=(原电热圈直径φ+17×2)×π+25mm
注:17mm指高温棉厚度;25mm指粘贴电磁圈的长度原电热圈直径=炮筒外直径
举例说明:
1.原电加热器数据是φ145×801800W220VL=(145+17×2)×π+25mm=179×3.14+25=562+25;
2、按所计算数据裁剪环氧板;
3、将环氧板用502胶水贴接成圆圈,并按图示样式钻孔,穿好扎带;
4、逆时针方向缠绕高温线,适时测量线圈的电感量,线圈绕至所需的电感量(参见第五点),用扎带固定好高温线,高温线两端各留10cm,套上线标热缩管,并用圆口线鼻子做好接头
5、环氧板的宽度一般在100~150mm之间
- 相关推荐
- 电磁加热圈
-
高品质精选IGBT英飞凌模块电磁加热设备2017-06-09 0
-
可专业定做带保温闭环电磁加热圈2017-06-12 0
-
注塑机电磁加热节能改造2017-06-30 0
-
全桥40KW电磁加热设备/电磁加热器2017-06-30 0
-
造粒机电磁加热线圈绕线方法2017-08-18 0
-
工业电磁加热造粒机改造2017-10-13 0
-
家用电磁炉改低压高频加热2021-10-31 0
-
2Kw电磁加热圈的电感量参数2016-07-20 1588
-
加热圈有几种2018-12-12 17469
-
电磁铁制作方法2019-06-06 55383
-
电磁感应加热器威廉希尔官方网站 板技术性能2019-06-10 5733
-
电磁加热控制板的特性及使用注意事项2019-07-04 5235
-
电磁加热器在使用时产生故障的原因有哪些2020-03-19 5746
-
普通的加热圈改为电磁加热圈需注意哪些问题2023-12-13 474
-
电磁加热圈电线如何选择2023-12-19 883
全部0条评论

快来发表一下你的评论吧 !
