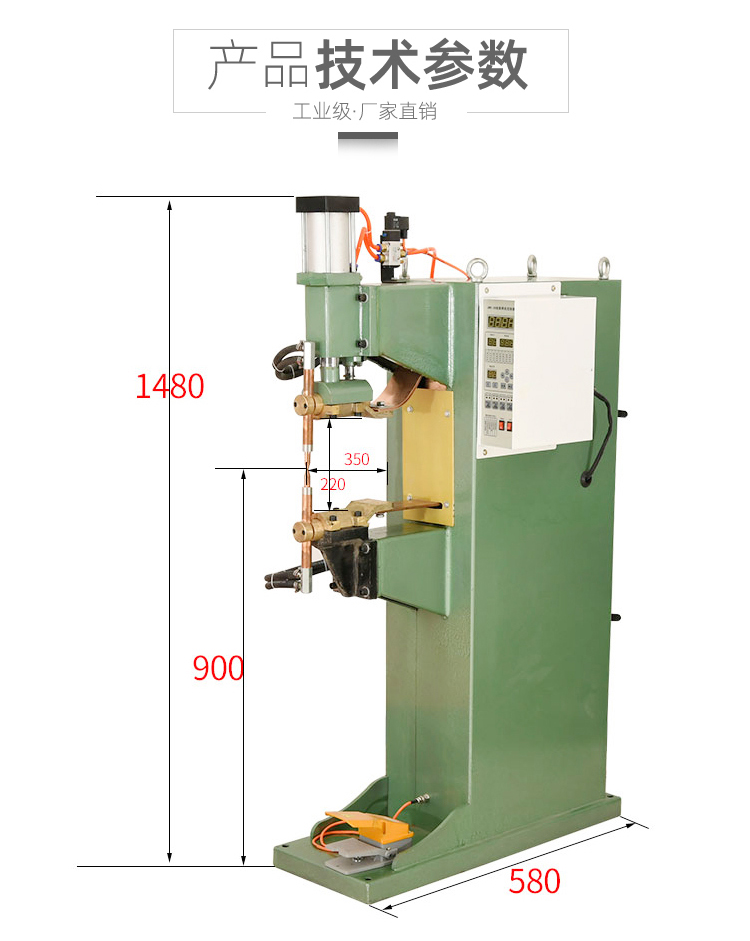
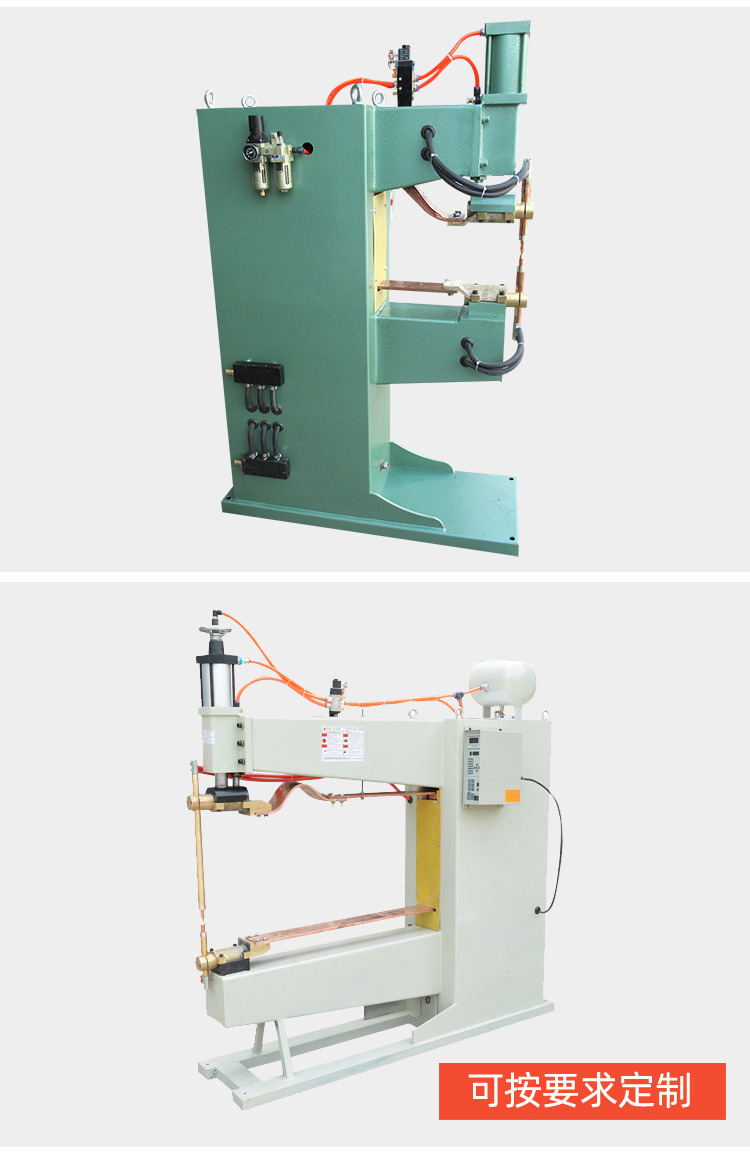
厂家直供气动汽车配件螺母点凸焊机 金仕达电阻焊 气动点焊机
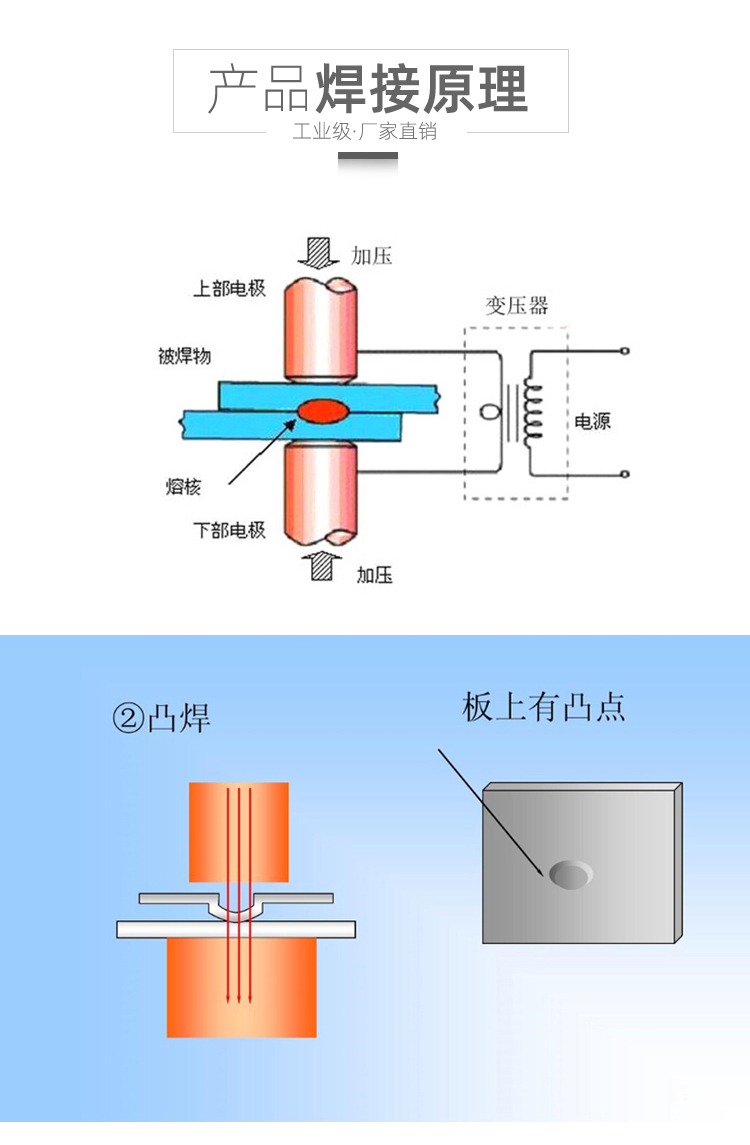
影响点焊焊接接头焊接质量的因素主要有焊接电流、电极压力、焊接时间、预压和休止时间、焊接电极直径等。
1、焊接电流
点焊形成的熔核所需的热量来源是利用电流通过焊接区电阻产生的热量。在其他条件给定的情况下,焊接电流的大小决定了熔核的焊透率。在焊接低碳钢时,熔核平均焊透率为钢板厚度的30~70%,熔核的焊透率在45~50%时焊接强度较高,当焊接电流超过某一规范值时,继续增大电流只能增大熔核率,而不会提高接头强度,由于多消耗了电能和增大了设备的损耗,因此从制造成本来讲是很不经济的。如果电流过大还会产生压痕过深和焊接烧穿等缺陷。
2、电极压力
点焊时电极压力对熔核尺寸影响也是比较大的。电极压力过高会使压痕过深,同时会加速焊接电极的变形和损耗。压力不足则容易产生缩孔,并会因接触电阻增大使焊接电极烧损而缩短其使用寿命。